Апгрейды Ender-3: безопасность и качество
Введение
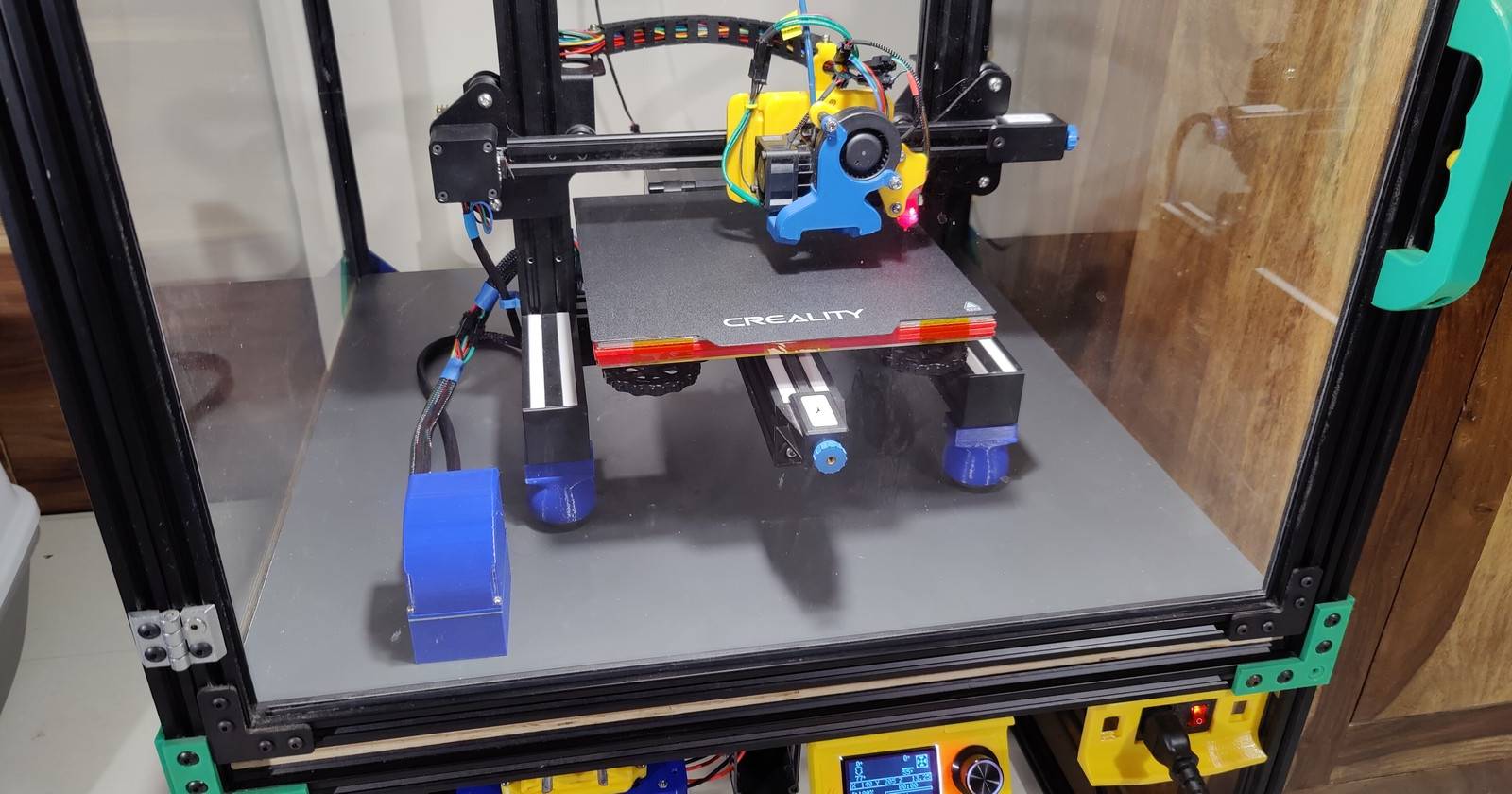
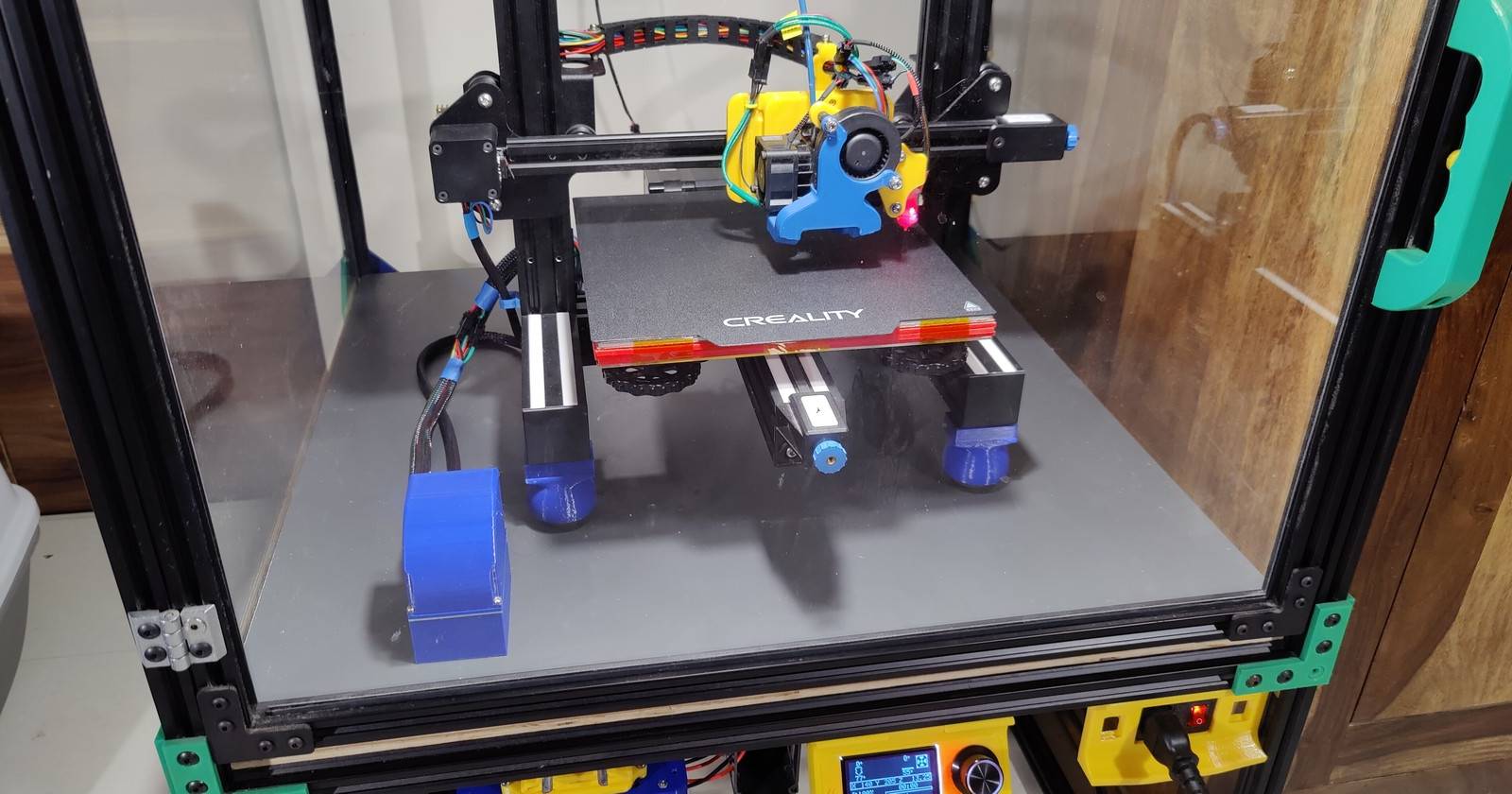
Creality Ender-3 изменил ожидания от бюджетных FDM-принтеров: цена была низкой, а возможности — впечатляющими. Но для достижения низкой цены производитель пошёл на инженерные и конструктивные компромиссы. Многие из них напрямую влияют на безопасность, надёжность и качество печати.
Этот материал систематизирует критические апгрейды, объясняет, зачем они нужны, как их реализовать и какие альтернативы существуют. Читатель получит пошаговые инструкции, списки приоритетов, критерии приёмки и план действий на случай аварии.
Кому это нужно
- Новичкам, которые хотят безопасно и стабильно эксплуатировать Ender-3.
- Хоббистам, желающим повысить качество печати.
- Мастерским и ремонтникам, которые часто сталкиваются с типичными проблемами Ender-3.
Ключевые темы
- Апгрейды безопасности: наконечники проводов, разъёмы XT60, замена PTFE.
- Апгрейды надёжности и качества: экструдеры, муфты, пружины и гибкая платформа.
- Практические SOP, чеклисты и план реагирования на аварии.
Важно: выполнять ремонт и модификации только при отключённом питании и с соблюдением базовой электрозащиты.
1. Апгрейды для здоровья и безопасности
Несколько апгрейдов являются критически важными — они уменьшают риск возгорания, отравления и хронических проблем с надёжностью. Сначала решайте именно их.
1.1 Установите наконечники (bootlace ferrules)
Электрическая часть Ender-3 распределяет мощность блока питания (≈350 Вт) к нагревателю стола и хотэнду через винтовые клеммы на плате управления. Внутри провода гибкие — многожильные — и если жилы торчат, одна из них может коротнуть соседнюю клемму.
Решение: обжать концевые заделки проводов медными втулочками — bootlace ferrules. Это простое, недорогое и надёжное исправление.
Почему важно:
- Заваренные (залуженные) концы провода со временем деформируются под давлением винтов и ослабевают. Это увеличивает сопротивление контакта и локально выделяет тепло.
- Повышенное тепло может расплавить корпус или вызвать горение проводки и материалов рядом.
Как сделать:
- Отключите питание и отсоедините кабель от сети.
- Ослабьте винтовые клеммы и извлеките провода, запомните полярность и расположение.
- Обрежьте залуженные концы на 2–3 мм.
- Подберите подходящие ferrules по сечению кабеля (обычно 16–14 AWG / около 1.5–2.5 мм²). Обожмите клеммы качественным пресс-клещом.
- Вставьте заделанные провода обратно и затяните клеммы с рекомендуемым моментом.
Критерии приёмки:
- Нет видимых торчащих жил.
- Контакт не нагревается при нагрузке (проверить прибором или рукой после непродолжительной печати — осторожно).
- Никаких запахов гари или плавленого пластика.
Примечание: если вы не умеете обжимать, обратитесь в мастерскую — работа несложная, но важная.
1.2 Замените подозрительные XT60 на оригинальные
Некоторые блоки питания и соединения горячего стола используют XT60-разъёмы. Поддельные XT60 имеют плохой контакт и низкую термостойкость пластика — это частая причина нагрева и возгорания.
Рекомендации:
- При подозрениях на перегрев разъёма замените его на оригинальный XT60 от проверенного производителя.
- Замена требует паяльных навыков. При отсутствии опыта отдайте плату в сервис.
Когда менять:
- При видимых следах нагара, потемнении пластика или запахе гари.
- При периодических разрывах питания горячего стола под нагрузкой.
1.3 Избавьтесь от штатного PTFE-трубопровода в зоне нагрева
PTFE (тефлон) в штатной конструкции проходит до нагревательного блока и соприкасается с повышенными температурами. Это решает проблему «прилипания» нити, но создает риск выделения токсичных веществ при перегреве.
Ключевые температуры (локализация):
- PTFE начинает выделять вредные вещества при ≈201 °C (≈395 °F) — опасно для птиц и чувствительных животных.
- При ≈240 °C (≈464 °F) выделяются частицы, вредные для человека.
- При ≈260 °C (≈500 °F) возможен выброс более токсичных соединений, включая продукты разложения, похожие на вещества высокой токсичности.
Почему это важно:
- Многие дешёвые PTFE-трубки разрушаются при более низких температурах.
- При попытках печатать ABS, ASA, или частично деградировавшей PTFE трубке возможны серьёзные риски для здоровья и пожароопасные ситуации.
Варианты решения:
- Лучший вариант: установить all-metal хотэнд, где PTFE либо вынесен из зоны нагрева, либо отсутствует. Это требует времени и затрат, но даёт возможность безопасно печатать более тёплые материалы.
- Более бюджетный метод: заменить стандартную PTFE-трубку на Capricorn (или другую сертифицированную высокотемпературную PTFE) и следить за температурными лимитами. Capricorn имеет добавки и более точный диаметр, что снижает трение и улучшает ретракты.
Практическая инструкция:
- Определите тип вашего хотэнда (наличие PTFE внутри нагревательного блока).
- Если вы не планируете печатать выше 220 °C, качественная PTFE-замена (Capricorn) может быть временным решением.
- Для печати PETG рекомендуют Capricorn; для ABS или выше — переход на all-metal хотэнд.
Примечание: всегда работайте в проветриваемом помещении и держите домашних животных, особенно птиц, подальше от комнаты печати.
1.4 All-metal хотенд — что это даёт
All-metal хотэнд физически отделяет PTFE от зоны нагревателя или полностью исключает его. Он обычно включает тонкий тепловой разрыв (thin heatbreak) из материалов с низкой теплопроводностью — нержавеющая сталь, титан — и активное охлаждение радиатора.
Плюсы:
- Позволяет безопасно печатать высокотемпературные материалы.
- Снижает риск термического «ползучего» плавления (heat creep).
Минусы:
- Стоит дороже и требует точной настройки.
- Могут возникать проблемы с адгезией для некоторых материалов без дополнительной настройки ретракта и температуры.
2. Апгрейды для качества печати и надёжности
После устранения рисков сосредоточьтесь на узких местах, которые портят качество печати: экструдер, удержание PTFE, точность Z-оси и платформа для печати.
2.1 3D-печатные крепления шагового мотора Z
Многие Ender-3 страдают от смещённых или неустойчивых креплений Z-двигателя. Это проявляется в виде Z-banding (полос на слоях) и периодического заедания.
Решение:
- Напечатайте или купите регулируемое крепление. Регулируемая конструкция помогает компенсировать небольшой перекос рамы.
- Установите и отрегулируйте, пока движения по Z не будут плавными и без люфтов.
Критерии приёмки:
- Отсутствие заеданий при медленном движении Z.
- Равномерная поверхность при печати высоких моделей.
2.2 Качественные PTFE фитинги
Стоковые фитинги теряют зажим с течением времени. В результате PTFE-вставка выталкивается при ретрактах, что вызывает преждевременное плавление нити и засоры.
Решение: заменить фитинги на усиленные версии (brass push-fit или POM с правильной пружиной). Качественный фитинг стоит недорого, но возвращает стабильность подачи филамента.
2.3 Двойной привод (dual drive) — точная подача филамента
Проблема стокового экструдерного механизма: прямой зубчатый шестерёнчатый привод с одной стороны плохо захватывает пластик и может его раздавливать. Это вызывает проскальзывание и потерю шага при экструзии.
Решение: dual drive с двумя прижимающими шестернями. Шестерни часто имеют hobbed профиль, обеспечивающий надёжный захват нити без чрезмерного раздавливания.
Преимущества:
- Меньше проскальзываний и плавнее подача.
- Лучший контроль ретракта и меньше нитевидности.
Недостатки:
- Небольшие дополнительные веса и возможная потребность в перенастройке шагов подачи (E-steps).
2.4 Пружины стола и гибкая магнитная платформа
Ровность стола критична. Неправильная калибровка легко нарушается при силовом снятии моделей.
Варианты:
- Жёсткие улучшенные пружины — сохраняют калибровку дольше.
- Гибкая магнитная платформа — толстая сталь на магнитном основании. Позволяет отгибать лист и легко снимать отпечатки, не травмируя крепления и не сбивая нивелировку.
Критерии приёмки:
- Стопроцентная плотность прилегания пластин к столу.
- Возможность снять печать без усилий и без смещения точек калибровки.
2.5 Паучья муфта (spider coupling)
Жёсткая муфта между мотором Z и винтом приводит к передаче люфта и крошечной несоосности. Это даёт Z-banding и риск поломки деталей при столкновениях.
Паучья муфта состоит из верхней и нижней металлической части и гибкого эластомерного вкладыша — «паука». Она компенсирует небольшую несоосность и защищает систему при аварийных нагрузках.
Плюсы:
- Снижение Z-banding.
- Явный failsafe при столкновениях: муфта проскальзывает вместо того, чтобы ломать механические детали.
Критерии приёмки:
- Плавное движение Z под нагрузкой.
- После мягкого столкновения — восстановление работоспособности без разрушений.
3. Практические рекомендации: очередность и стратегия
План апгрейдов:
- Безопасность: обжатие проводов (ferrules), замена сомнительных XT60, проверка и/или замена PTFE.
- Надёжность: качественные фитинги PTFE, spider coupling, 3D-крепления Z-мотора.
- Качество печати: dual drive, гибкая платформа, пружины.
- Продвинутые моды: all-metal хотэнд, улучшенная плата управления, BLTouch, dual Z — только после освоения базовых улучшений.
Важно: не устанавливайте более одного комплексного улучшения одновременно. Тестируйте каждое изменение отдельно и документируйте результат.
4. SOP: базовый порядок установки апгрейдов (шаг за шагом)
SOP для последовательного улучшения Ender-3.
Шаг 0 — подготовка:
- Отключите питание и убедитесь, что устройство остыло.
- Запишите текущие настройки (E-steps, PID, прошивка, уровни стола). Сделайте фото.
Шаг 1 — электрическая безопасность:
- Снимите корпус питания и плату управления (если требуется доступ).
- Ослабьте винты клемм и извлеките питающие провода.
- Обрежьте залуженные концы и обожмите ferrules.
- Верните провода, затяните клеммы, соберите плату.
- Визуальная проверка и тест: включите питание и измерьте напряжение без нагрузки.
Шаг 2 — проверка и замена XT60:
- Осмотрите разъёмы на предмет нагара.
- При необходимости выпаяйте и замените на оригинальные XT60.
- Проверьте плотность контакта и отсутствие нагрева под нагрузкой.
Шаг 3 — PTFE и фитинги:
- Снимите экструдер и хотэнд в соответствии с инструкцией.
- Оцените длину и состояние PTFE трубки.
- Замените на Capricorn или установите all-metal хотэнд.
- Установите новые фитинги и проверьте подачу филамента вручную.
Шаг 4 — механика:
- Установите spider coupling между мотором и винтом Z.
- Поменяйте крепление мотора на печатное/регулируемое.
- Смените пружины стола и/или установите гибкую магнитную платформу.
Шаг 5 — экструдер:
- Установите dual-drive экструдер.
- Настройте E-steps и проведите калибровку подачи филамента.
Шаг 6 — тестирование:
- Запустите пробную калиброванную печать (калибровочный куб 20×20 мм, длинная дорожка).
- Проверьте соответствие размеров, качество ретракта и отсутствие нитевидности.
- Контролируйте температуру разъёмов и клемм в первые 30–60 минут.
Критерии приёмки:
- Стабильная подача филамента, без пропусков шагов и засоров.
- Отсутствие запахов гари и видимых нагревов разъёмов.
- Стабильная геометрия и ровные слои печати.
5. План действий при аварии (runbook)
Типичные сценарии и быстрые шаги.
Сценарий: запах гари или дым
- Немедленно выключите питание и выньте вилку из розетки.
- Вынесите устройство на открытое пространство или в хорошо проветриваемую комнату.
- При наличии огня — используйте огнетушитель класса B/C (не водой) и вызовите пожарную охрану.
- Не вдыхайте дым; при симптомах отравления обратитесь к врачу.
- После остывания осмотрите места нагара и замените повреждённые разъёмы, провода или плату.
Сценарий: частые засоры и jam в хотэнде
- Остановите принтер, отключите нагреватели.
- Если PTFE контактовал с нагревом — извлеките хотэнд и осмотрите PTFE.
- Очистите или замените трубу; при серьёзных повреждениях переходите на all-metal хотэнд.
- Проверьте экструдер на предмет раздавленного филамента и замените шестерни при необходимости.
Сценарий: механическое повреждение при краше
- Отключите питание.
- Осмотрите spider coupling и крепления Z.
- Если spider расслоился — замените вставку; если повреждены металлические части — замените.
- Проведите повторную калибровку Z.
6. Тесты и критерии приёмки
Базовый набор тестов после каждого апгрейда:
- Тест 1: Калибровочный куб 20×20×20 мм — измерения сторон должны быть в пределах ±0.2 мм.
- Тест 2: Тест ретракта — отсутствие нитевидности при одинаковых настройках после апгрейда.
- Тест 3: Нагрузочный тест разъёмов — печать 30–60 минут с мониторингом температуры клемм.
- Тест 4: Повторяемость Z — вертикальная стена 100 мм на скорости 50 мм/с без Z-banding.
7. Альтернативные подходы и когда они подходят
- Не менять PTFE, если вы печатаете только PLA при ≤220 °C и принтер стоит в отдельной, хорошо проветриваемой комнате.
- Переходить на all-metal, если регулярные задачи включают PETG, ABS, Nylon и композиты.
- Покупать фирменные запчасти и проверенные бренды для соединителей и фитингов. Дешёвые аналоги часто дают временный эффект, но повышают риск.
8. Ментальные модели и эвристики
- Модель безопасности в первую очередь: электричество и выделение газов важнее качества слоя.
- Модель надёжности: упрощение механики и добавление гибкости (spider coupling) выигрывают чаще, чем жёсткое усиление при наличии несоосности.
- Модель пользы/затрат: сначала делать дешёвые апгрейды с высокой отдачей (ferrules, фитинги PTFE, пружины), потом дорогие (all-metal, новая плата).
9. Роли и чеклисты
Чеклист для новичка:
- Отключено питание и отстывший принтер.
- Установлены ferrules на питающие провода.
- Заменены подозрительные XT60.
- Качество PTFE оценено; заменено на Capricorn, если нужно.
- Установлен хомут PTFE и проверена подача филамента.
- Проведён тест 20×20×20.
Чеклист для опытного хоббиста:
- Spider coupling установлен.
- Dual drive экструдер настроен и откалиброван.
- Гибкая магнитная платформа установлена и протестирована.
- PID been tuned для хотэнда и стола.
Чеклист для сервисной мастерской:
- Полная диагностика электроразъёмов (термопара/ИК-камерой при возможности).
- Замена всех подозрительных разъёмов и клемм.
- Проверка и замена PTFE на Capricorn или установка all-metal при запросе клиента.
- Документация изменений и выдача рекомендаций клиенту.
10. Совместимость и заметки по миграции
- All-metal хотэнды могут требовать изменения E-steps и ретракта.
- Dual-drive экструдеры иногда требуют перенастройки микрошагов и тока моторa.
- При замене платы управления проверьте совместимость прошивок (Marlin, CrealitySlicer профили) и при необходимости обновите bootloader с осторожностью.
11. 1-строчная глоссарий
- Ferrules — металлические наконечники для обжатия многожильных проводов.
- XT60 — силовой разъём, используемый для соединения PSU и нагрузки.
- PTFE — тефлоновая трубка, используемая как направляющая филамента.
- All-metal хотенд — конструкция хотэнда без PTFE в зоне нагрева.
- Dual drive — экструдер с двумя шестернями для улучшенного захвата филамента.
- Spider coupling — упругая муфта, компенсирующая несоосность и защищающая механизмы.
12. Матрица рисков и меры снижения
- Электрическая перегрузка/плохой контакт: риск — высокий; снижение — ferrules, качественные XT60, проверка клемм.
- Токсичные пары при нагреве PTFE: риск — средний при PLA, высокий при ABS/260 °C; снижение — Capricorn PTFE или all-metal хотенд, вентиляция.
- Механические повреждения при краше: риск — средний; снижение — spider coupling, регулируемые крепления Z.
13. Короткая методология тестирования (mini-methodology)
- После каждого апгрейда выполнить базовые тесты из раздела «Тесты».
- Документировать поведение (время печати до первого заедания, измерения тест-куба).
- Вернуть предыдущую конфигурацию, если критерии не выполнены.
14. Краткое резюме
- Первым делом улучшайте безопасность: обжатие проводов, качественные разъёмы, контроль PTFE.
- Затем переходите к механическим и экструдерным апгрейдам для стабильности и качества.
- Работайте по шагам, тестируйте после каждого изменения и ведите записи.
Примечание: дорогостоящие модификации (BLTouch, dual Z, полная замена платы) пригодны, но только после того, как вы освоите базовые улучшения. В противном случае вы можете потратить больше, чем стоит принтер.
Конец статьи
Похожие материалы

RDP: полный гид по настройке и безопасности
Android как клавиатура и трекпад для Windows

Советы и приёмы для работы с PDF

Calibration в Lightroom Classic: как и когда использовать

Отключить Siri Suggestions на iPhone
