Как снять застрявший 3D-печатный объект с платформы
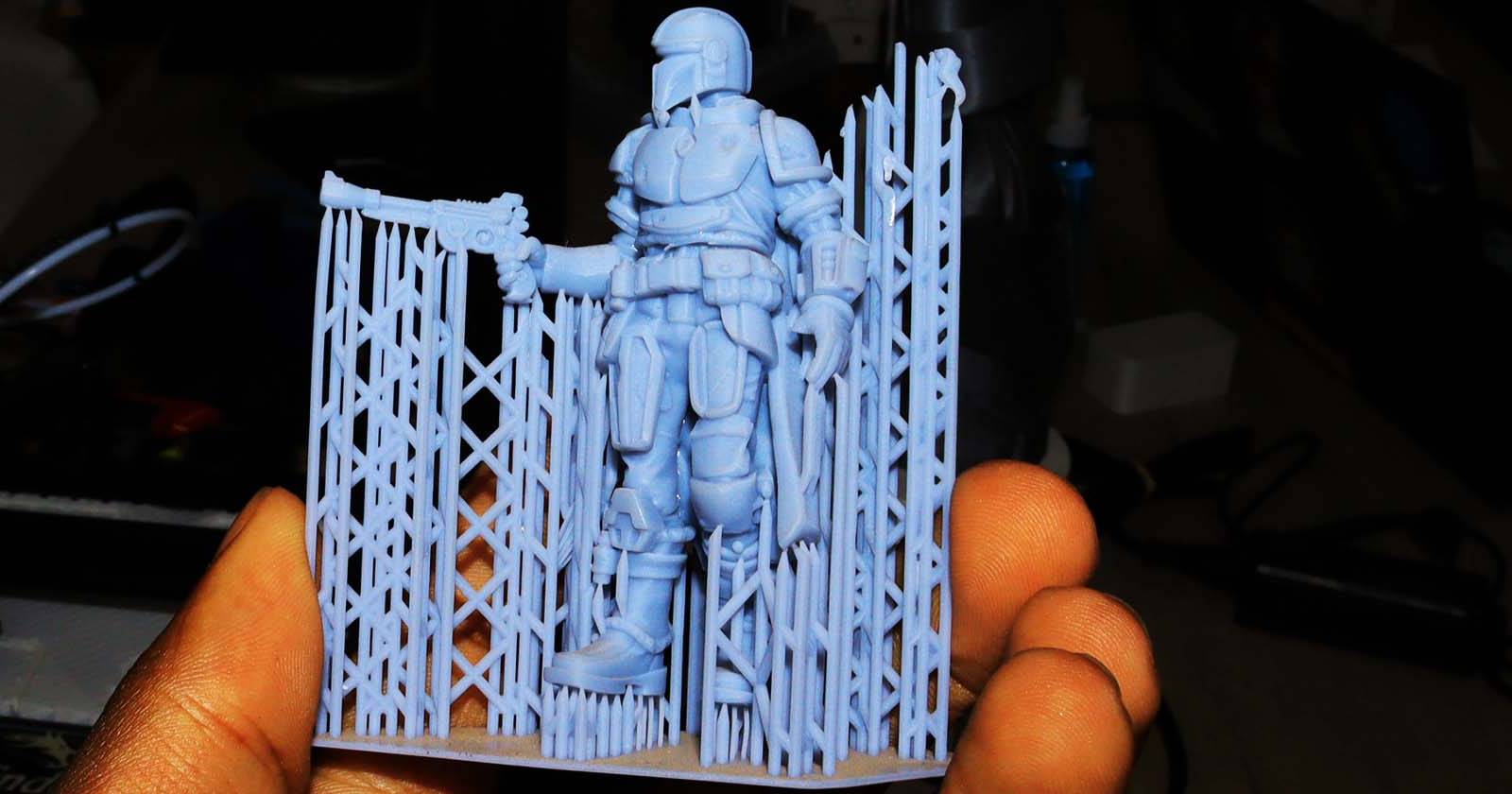
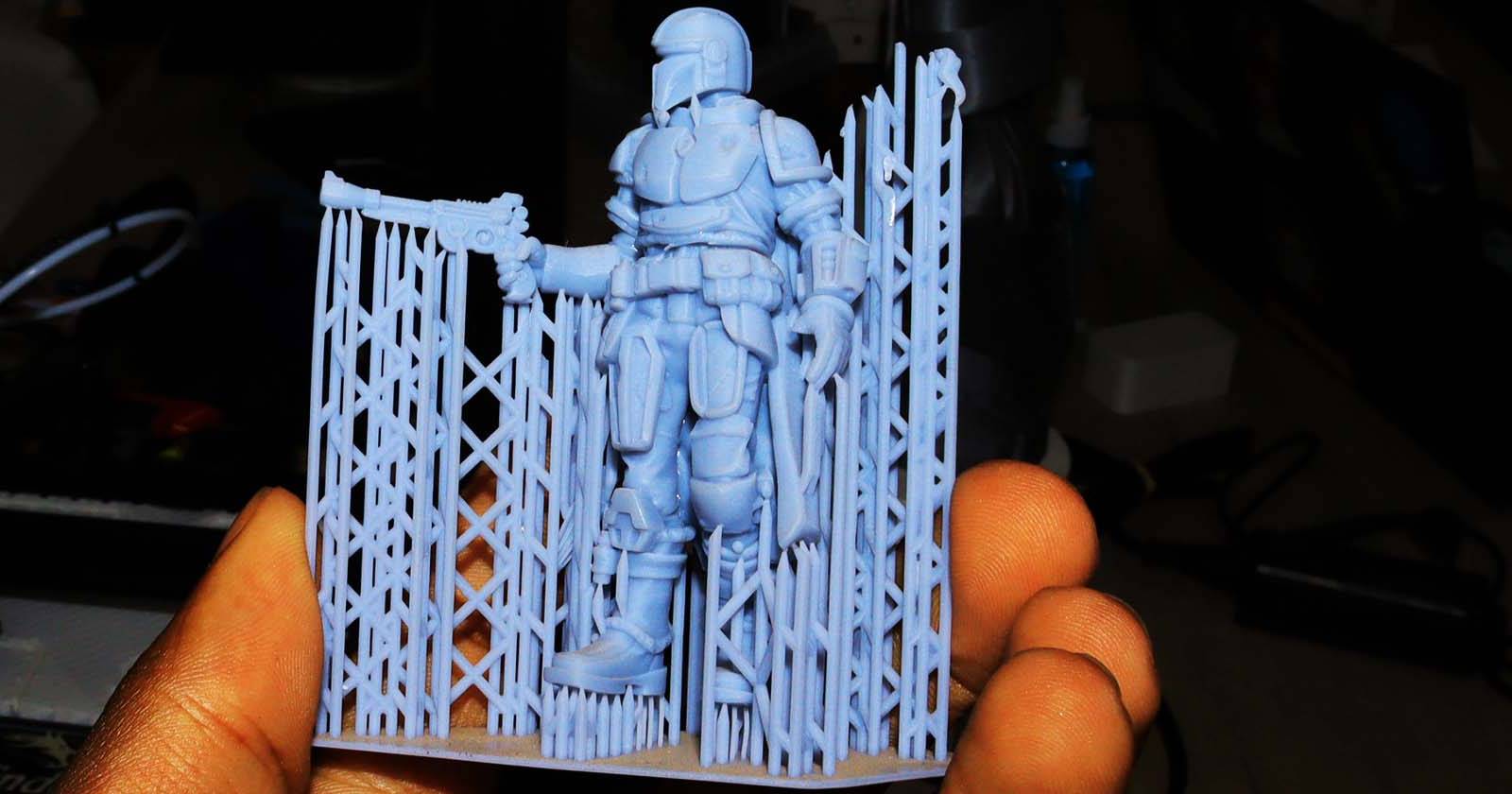
Залипание отпечатка на печатной платформе — частая проблема при 3D-печати. Оно возникает, когда первая или последующие слои слишком прочно прилипают к поверхности стола и не отделяются при попытке снять модель. Неправильное удаление может повредить деталь, поверхность платформы или привести к травме.
В этой статье вы найдете:
- пошаговые способы безопасного удаления застрявшей модели;
- когда какой метод предпочесть и когда его не использовать;
- практическую SOP (пошаговый план действий) для быстрого реагирования;
- чек-листы профилактики и критерии приёмки.
Важно: всегда надевайте защитные перчатки и очки при работе с острыми инструментами и растворителями.
Почему отпечатки прилипают слишком крепко
Кратко перечислим основные причины:
- Слишком низкий или слишком высокий зазор Z между соплом и столом при первой слое. Это ключевой фактор.
- Неправильная температура экструзии или стола, не соответствующая типу филамента.
- Остатки клея, спрея или старых материалов на поверхности.
- Неровная или загрязнённая поверхность платформы.
- Неправильные настройки ретракта и подачи филамента.
- Использование адгезивов (клей-карандаш, лак для волос), которые оставляют неоднородный слой.
Не все случаи одинаковы: иногда сильная адгезия — результат целенаправленного выбора (чтобы деталь не отвалилась), и её проще предотвратить, чем удалять.
Список инструментов и материалов (минимум)
- Пластиковый или металлический шпатель/скребок.
- Шпатель типа «putty knife» (широкий и тонкий).
- Тонкий бритвенный лезвие (оси осторожно).
- Зубная нить, хирургический фтор-нит или тонкая проволока.
- Перчатки и защитные очки.
- Ёмкость с холодной водой или морозильник (при съёмных столах).
- Растворители: изопропиловый спирт для очистки; ацетон для ABS (только если вы понимаете риски).
- Запасная гибкая платформа (PEI/магнитный гибкий лист).
1. Используйте шпатель или шпатель-шпаклёвку
Шпатель — самый безопасный и частый инструмент. Действуйте так:
- Отключите обогрев стола и дайте немного остыть (если стол горячий, кожура и пластик гибки сложнее поддеть).
- Держите шпатель под небольшим углом (10–30°) и аккуратно подденьте край модели.
- Продвигайтесь вдоль периметра, равномерно перемещая инструмент. Не пытайтесь выдернуть деталь одним рывком.
- Если модель большой площади, подденьте по двум сторонам с чередованием.
Совет: металлический шпатель даёт лучшую передачу силы, но может поцарапать поверхность — прикладывайте усилие вдоль плоскости, а не вертикально.
2. Дайте платформе остыть
Пластики расширяются и смягчаются при высокой температуре. После печати дайте столу полностью остыть до комнатной температуры. Часто детали отходят сами: разница коэффициентов теплового расширения между пластиком и материалом платформы помогает отделению.
Дополнительный трюк: лёгкий постукивание по краю стола (после остывания) иногда вызывает резкое изменение напряжений и помогает «выскочить» модели.
3. Аккуратно примените силу вручную
Используйте обе руки: одна фиксирует стол, вторая — держит модель. Потяните медленно и ровно, избегая резких рывков. Если чувствуете, что приклеивание слишком сильное, остановитесь и переходите к следующему методу.
Важно: не двигайте стол или принтер силой — это может повредить механические части.
4. Проволока или зубная нить
Пропустите нитку или тонкую проволоку под основанием модели и действуйте как при распиловке: плавные колебательные движения ослабляют адгезию. Этот метод особенно хорош для тонких краёв и плоских оснований.
Совет: используйте нейлоновую нитку или хирургический флопс, чтобы не поцарапать поверхность.
5. Холодная вода или морозильник
Охлаждение вызывает сжатие пластика и облегчает отделение. Для съёмных платформ:
- Снимите платформу с принтера.
- Промойте основание модели холодной водой или поместите платформу с моделью в морозильник на 5–15 минут.
- Попробуйте снять модель тем же шпателем.
Не допускайте попадания воды внутрь электронных компонентов и не смачивайте полностью модель, если внутри неё есть чувствительные элементы.
6. Растворитель — аккуратно и в крайнем случае
Изопропиловый спирт (IPA) — безопасный и полезный для очистки поверхности после съёма. Он не растворит большинство пластмасс, но поможет убрать липкие остатки клея.
Для ABS действует ацетон, который может частично растворять и ослаблять соединение. Однако ацетон:
- летуч и огнеопасен;
- может повредить поверхность печатного стола и саму модель;
- требует хорошей вентиляции и средств защиты.
Используйте растворители только если вы понимаете совместимость материалов и риски. Наносите растворитель точечно, дайте впитаться 1–2 минуты, а затем подденьте шпателем.
Важно: не используйте сильные растворители на платформах с покрытием PEI или лаковыми слоями без проверки совместимости.
7. Согните гибкую платформу
Для гибких магнитных или стальных плат отлично подходит простой метод: снимите платформу и аккуратно согните её. Модель часто отходит сама. Повторяйте сгибание, двигаясь от краёв к центру.
Если у вас жёсткая стеклянная платформа, подумайте об апгрейде на гибкую поверхность для удобства съёма.
Как предотвратить залипание в будущем
Ниже — практические шаги для профилактики. Применяйте их регулярно.
- Чистите стол после каждой печати. Удалите остатки клея и частички пластика изопропилом.
- Проведите калибровку Z: первая слой должен ложиться ровно, без чрезмерного сплющивания.
- Используйте рекомендованные температуры: PLA: сопло 190–220 °C, стол 50–60 °C; PETG: сопло 230–250 °C, стол 70–90 °C; ABS: сопло 230–250 °C, стол 90–110 °C.
- Настройте ретракты и скорость начальных слоёв: слишком медленная подача или переэкструзия увеличивают адгезию.
- Применяйте вспомогательные конструкции: бортики (brim) или плотные рафты для улучшения удержания и уменьшения деформации.
- Используйте подходящие покрытия: PEI, клей-карандаш, специальные спреи — но чистите их регулярно.
- Регулярно проверяйте плоскостность и износ поверхности стола.
SOP: Быстрый план действий при застрявшей модели
- Отключите нагрев стола, дождитесь остывания 5–15 минут.
- Попробуйте аккуратно поддеть шпателем по периметру.
- Если не получилось — попробуйте зубную нить/проволоку под основанием.
- Снимите платформу (если съёмная) и поместите в холод на 5–15 минут.
- Если модель всё ещё держится — точечно нанесите изопропил или другой совместимый растворитель, дайте впитаться 1–2 минуты и подденьте.
- В крайнем случае используйте тонкое лезвие, предварительно защитив поверхность стола лентой. Работайте в перчатках и очках.
Остановитесь и оцените риски на каждом шаге.
Критерии приёмки
Модель считается успешно снятой, если:
- Поверхность модели не имеет значительных трещин или отломов в областях, не предназначенных к отделению.
- Основание платформы не имеет глубокой царапины или пробоя.
- Не потребовалась экстренная замена компонента принтера.
Если критерии не выполнены — зафиксируйте проблему, примите корректирующие меры и обновите настройки печати.
Когда методы не работают — альтернативные подходы
- Отпечаток слишком мелкий и тонкий: попробуйте подложить тонкую прокладку под край шпателя, чтобы увеличить точку опоры.
- Основание модели имеет сложную геометрию: распилите модель на несколько частей в слайсере и перепечатайте с более простым основанием.
- Повреждённое покрытие стола: замените покрытие или установите временную гибкую вставку.
Ментальные модели и эвристики
- Правило 3-х шагов: охладить → поддеть → усилить метод (проволока/растворитель). Если на любом шаге риск велик — остановитесь.
- Отношение адгезии/риска: чем больше площадь контакта и чем тоньше основание, тем выше риск повреждения при силовом съёме.
Чек-лист для хоббиста и для мастерской
Для хоббиста:
- Провести чистку стола.
- Проверить Z-offset.
- Печать тестовой первой полосы.
Для мастерской / лаборатории:
- Вести журнал настроек по материалам и печатным работам.
- Хранить запасные гибкие платформы и инструменты безопасности.
- Проводить ежемесячную проверку плоскостности стола.
Таблица совместимости растворителей (обобщённо)
- Изопропиловый спирт: безопасен для очистки большинства поверхностей; удаляет масляные и клеевые остатки.
- Ацетон: эффективен для ABS, опасен для многих покрытий и пластиков.
- Специальные очистители для PEI/фарфоровых покрытий: используйте только рекомендованные производителем.
Не используйте агрессивные химикаты без проверки совместимости с покрытием платформы.
Диагностическое дерево действий
flowchart TD
A[Модель прочно прилипла] --> B{Платформа съёмная?}
B -- Да --> C[Снять платформу]
B -- Нет --> D[Работать на месте]
C --> E[Охладить / Заморозить 5–15 мин]
D --> E
E --> F{Отделилась?}
F -- Да --> G[Очистить и проверить]
F -- Нет --> H[Использовать зубную нить/проволоку]
H --> I{Отделилась?}
I -- Да --> G
I -- Нет --> J[Точечно изопропил/ацетон при совместимости]
J --> K{Отделилась?}
K -- Да --> G
K -- Нет --> L[Использовать тонкое лезвие/замена покрытия]
L --> M[Документировать повреждения]Примеры ошибок и когда метод терпит неудачу
- Попытка силового снятия на хрупкой модели приведёт к отломам. В таких случаях лучше распечатать заново с бортиком или рафтом.
- Нанесение большие количества растворителя на стекло с покрытием может разъесть покрытие и усугубить ситуацию.
- Использование металлического шпателя на мягком покрытии (PEI с наклейкой) приведёт к царапинам.
Безопасность и рекомендации по защите здоровья
- Работайте в перчатках при обращении с острыми инструментами.
- При использовании растворителей обеспечьте вентиляцию и защиту глаз.
- Храните химикаты в упаковке производителя и не смешивайте растворители.
Короткая методология тестирования нового профиля печати
- Печать калибровочного квадрата 20×20 мм с первыми тремя слоями для валидации.
- Проверка видимого прилегания первой строки: не должна быть излишне расплющена.
- Испытание съёма при остывшем столе.
- Регистрация успешного профиля в журнале.
Глоссарий — одно предложение каждому термину
- Z-offset: зазор между соплом и поверхностью стола при начальном слое.
- Brim: наружная окантовка вокруг модели для увеличения площади прилипания.
- Raft: опорная сетка, печатаемая под моделью для улучшения адгезии и компенсации неровностей.
Итог и рекомендации
Приоритет при съёме: безопасность — платформа — модель. Начните с простого и безопасного: охлаждение и шпатель. Перейдите к более интенсивным методам только если первые шаги не помогли. Регулярная профилактика (чистка, калибровка Z, подходящие температуры) сокращает риск залипания и экономит время и материал.
Важно: документируйте конфигурации, которые приводят к проблемам, и обновляйте настройки с учётом полученного опыта.
Похожие материалы
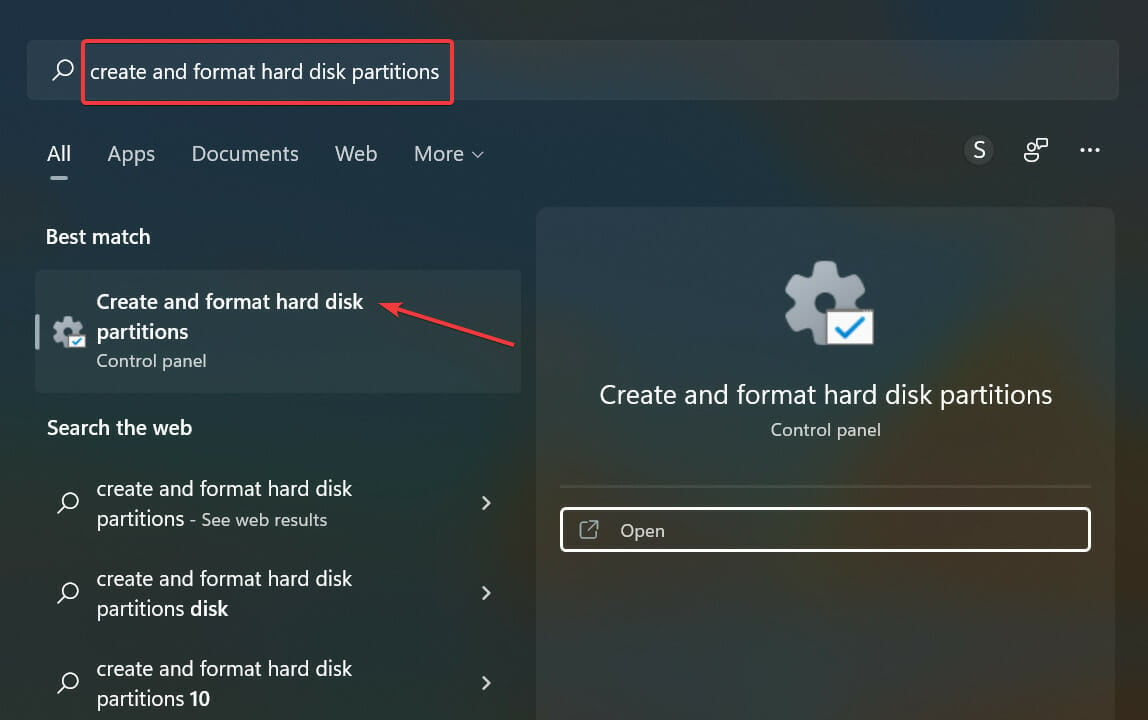
Windows 11 не видит внешний жёсткий диск — что делать
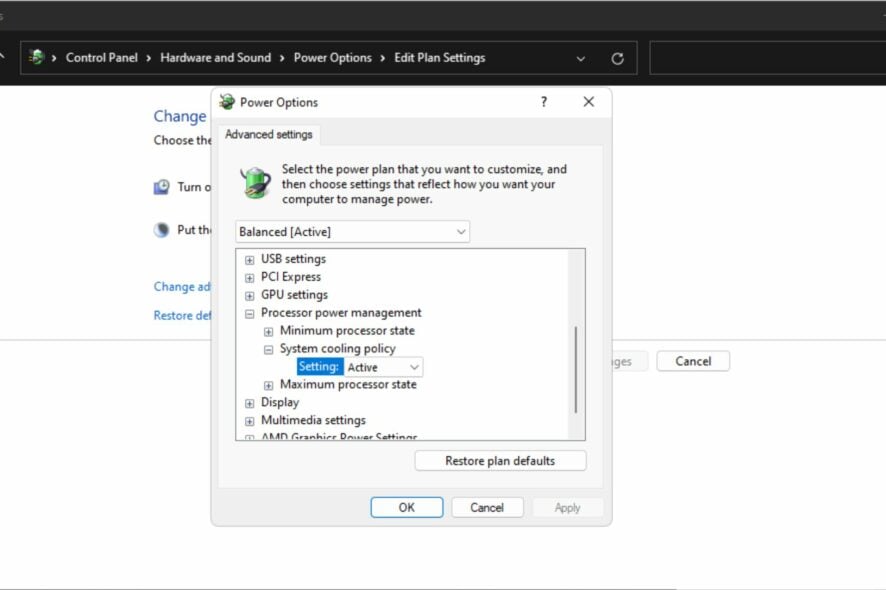
Почему кулер ноутбука постоянно работает

Родительский контроль на PlayStation 4 — настройка
Как установить Total Adblock — пошагово

Как восстановить закладки в Chrome и Firefox
