Калибровка 3D‑принтера: полное руководство
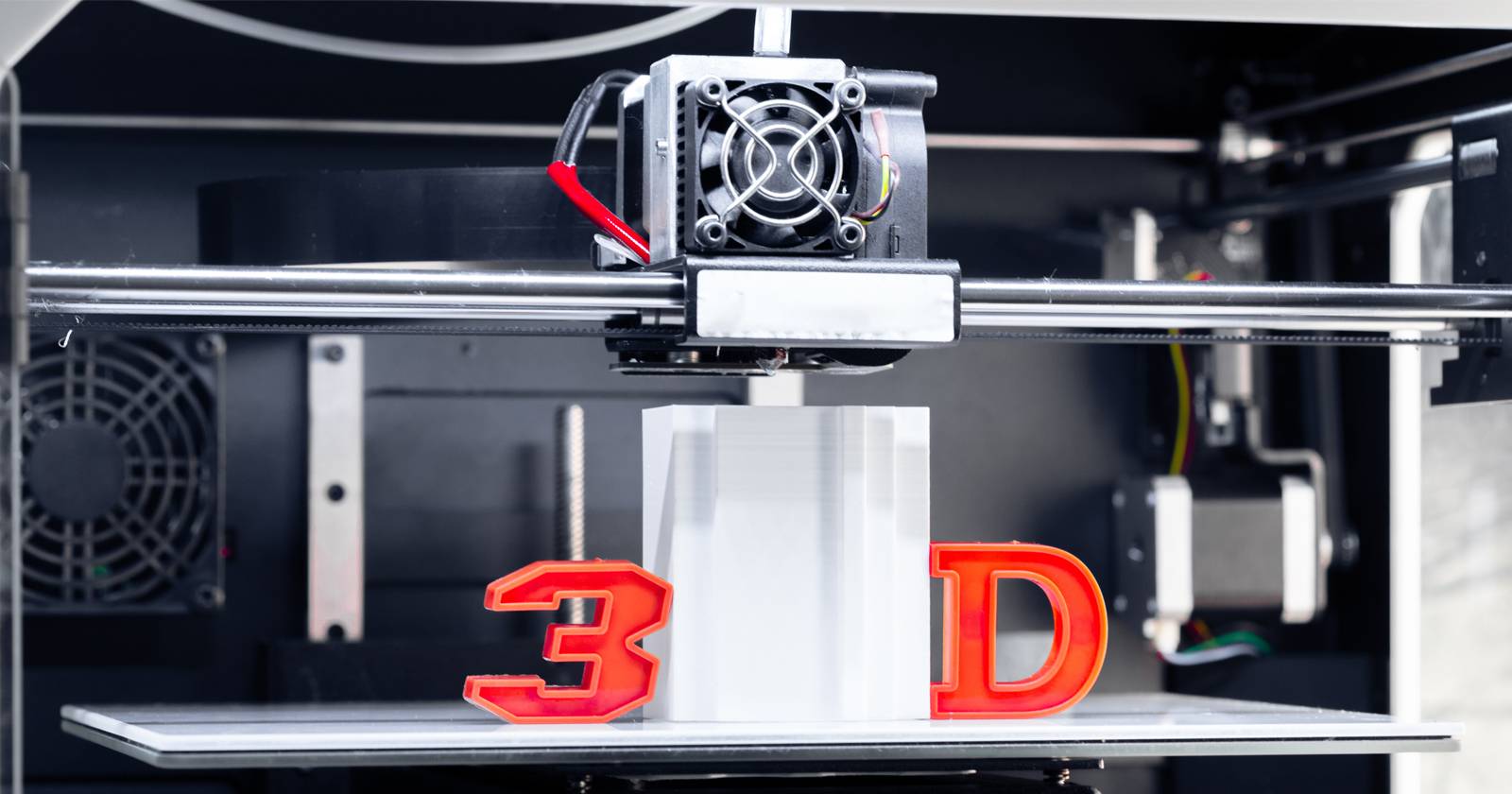
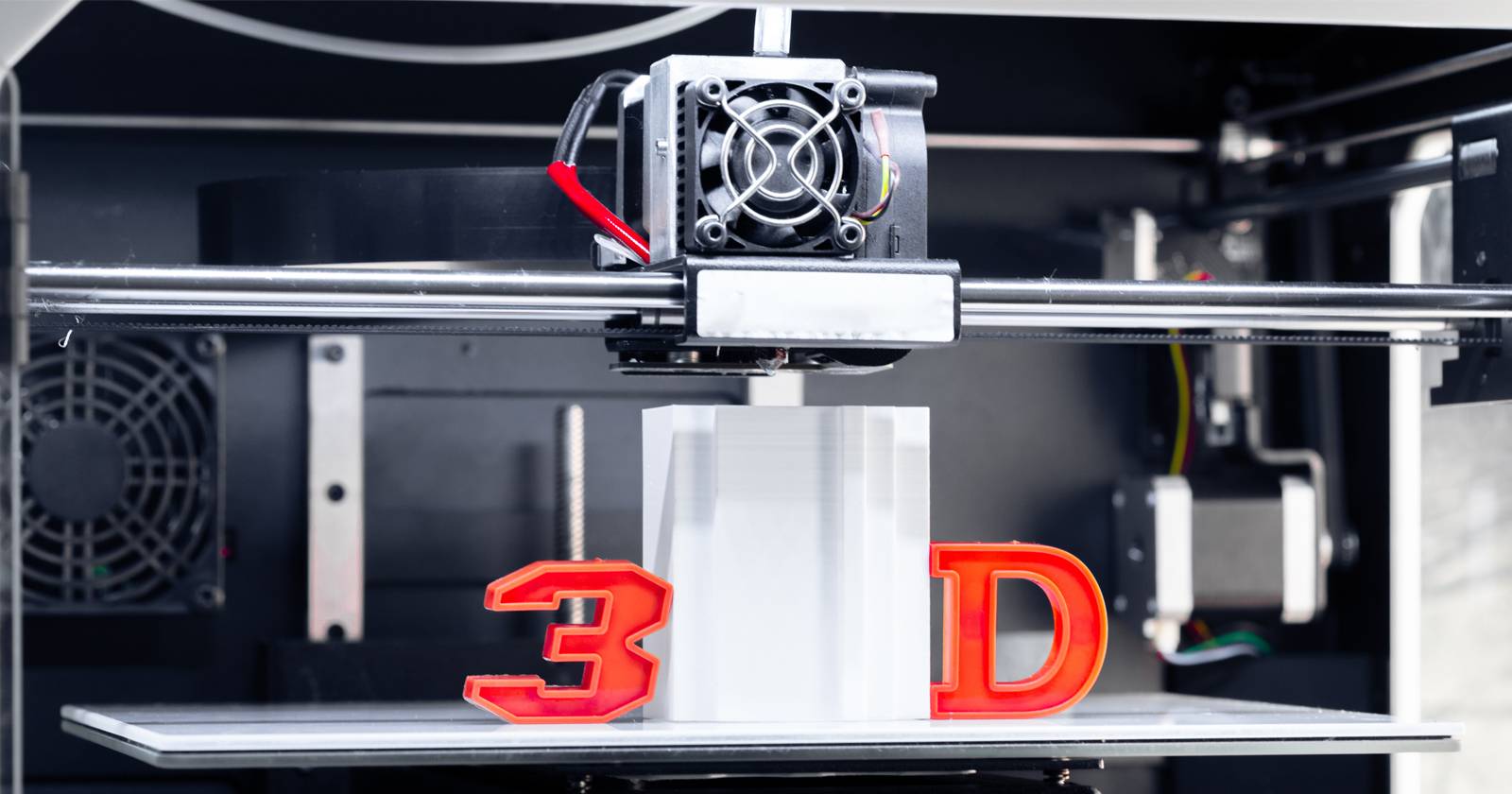
Изображение: фрагмент отпечатка для оценки качества поверхности и первого слоя
О чём это руководство
Это подробное руководство по калибровке 3D‑принтера для хобби‑мастерских, предназначенных лабораторий и малого производства. Вы узнаете, как правильно измерять шаги по осям X/Y/Z, настраивать E‑steps экструдера, устанавливать Z‑offset, калибровать диаметр филамента и регулировать поток (flow rate) и ретракты. Включены практические формулы, G‑code‑команды для микропрограмм Marlin/RepRap, чек‑листы и пошаговый SOP.
Почему калибровка важна
Калибровка — это не разовая «магия», а системный процесс поддержания точности позиционирования и экструзии. Без неё возникают:
- смещение размеров деталей;
- проблемы с адгезией первого слоя;
- недоэкструзия или переэкструзия;
- нитевидность (stringing) и плохая детализация.
Калибровка даёт:
- стабильные размеры по осям;
- предсказуемую усадку и внешний вид поверхностей;
- экономию филамента и времени на печать.
Основные инструменты и материалы
- Штангенциркуль (цель: измерения ±0.01 мм).
- Индикатор часового типа (dial gauge) или высокоточный индикатор перемещений.
- Набор шестигранников и торцевых ключей.
- Калибровочные образцы (куб 20–25 мм, тестовая полоска для экструдера).
- Бумага для установки Z‑offset (обычно 0.1 мм толщиной) или щуп толщиной.
- Нож, игла для прочистки сопла, тефлоновая трубка при необходимости.
- Термометр инфракрасный (опция для проверки температуры хотэнда).
Важно: используйте инструменты с известной точностью. Для измерения филамента пригоден только штангенциркуль, а для перемещений осей — индикатор.
Как читать это руководство
- Основные шаги расположены в порядке выполнения.
- В блоках «Критерии приёмки» указано, когда считать шаг завершённым.
- В разделе «Когда это не работает» перечислены частые причины провалов и способы их проверки.
Шаг 1 — Калибровка шагов X, Y, Z (steps per mm)
Цель: убедиться, что перемещение принтера по осям соответствует командам микропрограммы.
Почему это важно: механическая сборка, слайсинг и натяжение ремней влияют на реальную длину перемещений. Ошибка в шагах приводит к искажению размеров деталей.
Инструмент: индикатор часового типа (dial gauge) или цифровой индикатор.
Получите текущие настройки шагов (Steps per mm). Для Marlin: отправьте M503 в терминал — в ответе вы увидите строки типа “M92 X80.00 Y80.00 Z400.00 E93.00”.
Зафиксируйте осевой индикатор на каретке хотэнда так, чтобы наконечник касался платформы или точной пластине. Альтернативный способ — использовать хорошо напечатанный держатель для индикатора.
Командами панели управления или через термінал двигайте ось на точно 10 мм (или 100 мм для повышенной точности) в положительном направлении. Запишите показание индикатора — это фактическое пройденное расстояние.
Повторите измерение несколько раз в разных участках хода, чтобы исключить люфт и нелинейность.
Формула для пересчёта шагов:
Новыйsteps = (запрошенноемм / фактическое_мм) × текущие_steps
Пример расчёта (пример условный):
- Запрошено: 10 мм
- Измерено: 9.7 мм
- Текущие_steps: 80
Новый_steps = (10 / 9.7) × 80 = 82.474…
Округлите или используйте точное значение в прошивке.
- Установите новое значение: для Marlin команда M92 X82.47 Y… E… , затем сохраните M500. Можно также внести правку через меню конфигурации принтера.
Критерии приёмки:
- После изменения шагов фактическое перемещение для того же теста отличается от запрошенного не более чем на ±0.05 мм для 10 мм теста (лучше ±0.02 мм).
Важно: корректируйте каждую ось отдельно. Z часто требует другой стратегии из‑за винтового привода.
Шаг 2 — Установка и использование индикатора (практика)
Советы по монтажу индикатора:
- Избегайте резонансов: закрепляйте держатель плотно.
- Индикатор должен быть перпендикулярен поверхности измерения.
- При двойной направленности проверяйте движение в обе стороны, чтобы измерить люфт.
Если у вас нет индикатора: тестовый куб (20–25 мм) тоже работает, но он менее точен — учитывайте тепловую усадку и точность измерительного инструмента.
Шаг 3 — Калибровка экструдера (E‑steps)
Цель: добиться того, чтобы команда «экструзировать 100 мм» действительно выдавала 100 мм филамента.
Процедура:
Пометьте филамент в 120–150 мм от входа в экструдер (маркером или небольшим стержнем). Альтернатива — зажать филамент у моторного прижима и отметить точку на видимой части.
Нагрейте хотэнд до рабочей температуры для данного филамента (PLA ~200 °C, PETG 230‑250 °C, ABS 240‑260 °C — подберите согласно спецификации производителя).
Через термінал или панель управления направьте экструдер выдать ровно 100 мм (G1 E100 F100).
Измерьте расстояние между меткой и входом в экструдер; если выдали 100 мм, метка должна сместиться на 100 мм ближе.
Расчёт аналогичен:
НовыеE_steps = (запрошенноемм / фактическое_мм) × текущие_E_steps
Пример: запросили 100 мм, фактически вышло 95 мм, текущие E = 93
Новые_E = (100 / 95) × 93 = 97.89
- Установите новое значение M92 E97.89 и сохраните M500.
Критерии приёмки:
- После правки команда на 100 мм даёт фактические 100 ± 0.5 мм.
Подсказки и безопасность:
- Всегда нагревайте хотэнд перед продолжительной экструдией, чтобы топливный материал не тянулся.
- При повторных тестах используйте функцию “cold pull” для очистки, если необходимо.
Шаг 4 — Z‑offset и первый слой
Назначение: Z‑offset определяет расстояние между соплом и платформой при начале печати. Малейшая ошибка приводит к плохой адгезии или заеданию сопла в пластик.
Методы установки:
Бумажный метод: положите обычную офисную бумагу на платформу, опустите сопло на неё и ощущайте лёгкое трение при перемещении бумаги. Запомните или задайте показание Z в меню принтера.
Калибровка через G‑code: установите Z=0 на хоме, затем вручную опустите сопло до бумаги и используйте M851 Z‑0.1 (или подобное), затем M500.
Автономные сенсоры: BLTouch или сенсор с автоматическим зондированием требуют собственной калибровки Z‑offset в меню настройки и проверке нескольких точек.
Практическое правило: для филамента 0.4 мм сопло должно быть на 0.1–0.2 мм выше, чем вы ожидаете полную прижатость, чтобы первый слой слегка растекался и обеспечивал адгезию.
Критерии приёмки:
- Первый слой равномерный, полосы слегка растянутся, не перебивает профиль детали и не забивается под сопло.
Шаг 5 — Калибровка диаметра филамента и потока (flow rate)
Измерение диаметра:
- Возьмите штангенциркуль, измерьте диаметр филамента в 5–10 точках на длине 1‑2 м и вычислите среднее. Производители указывают 1.75 мм или 2.85/3.00 мм, но реальное значение часто отличается.
Настройка в слайсере:
- Введите средний диаметр в настройках материала (пример: 1.72 мм вместо 1.75 мм).
Калибровка потока (flow):
- Распечатайте калибровочную полоску (например, однослойный прямоугольник). Измерьте толщину стенки или массу, затем подкорректируйте процент потока (обычно 95–105%).
Практическая формула для потока (по длине):
Flowcorrected = Flow_current × (номинальныйплощадь/фактический_площадь)
Но чаще используется эмпирическая настройка в слайсере и визуальная проверка стенки толщины.
Настройки ретракта и температуры: откуда берутся проблемы с нитевидностью
Если появляется stringing (нитевидность):
- Попробуйте снизить температуру на 5–10 °C.
- Уменьшите поток/экструзию, проверьте ретракт (дистанция и скорость).
- Для прямых приводов ретракт обычно 0.5–2.0 мм; для Bowden — 3–6 мм. Скорость ретракта 20–70 мм/с.
Совет: тестовые печати с модифицируемыми параметрами (Temperature tower, Retraction test) помогают выбрать оптимальные значения.
Подтягивание ремней и проверка механики
- Ремни должны быть натянуты так, чтобы при нажатии пальцем они прогибались на ~2–4 мм при обычной силе. Слишком сильное натяжение увеличивает нагрузку на мотор и снижает срок жизни подшипников.
- Болты в креплениях осей и шаговые моторы затяните аккуратно — чрезмерный момент может деформировать детали и вызвать биение.
Когда проверять: после каждой сборки, замены ремней или замены подшипников.
Шум, люфт и зеркалирование ошибок: диагностические признаки
- Постоянный шаговый скок при весах: вероятно недостаточный ток на драйверах или механический заедание.
- Неровные поверхности: проблема в настройке экструдера или в шаговых шагах.
- Видимые полосы по высоте слоя: термостойкость и охлаждение или несоответствие шагов Z.
SOP: стандартная операционная процедура калибровки (пошагово)
- Визуальная проверка механики: болты, ремни, направляющие, подшипники.
- Нагреть хотэнд и платформу до рабочей температуры (предотвращает усадку и блокировки).
- Калибровка шагов X/Y/Z (с индикатором).
- Установка и сохранение E‑steps.
- Проверка и установка Z‑offset.
- Измерение диаметра филамента и корректировка в слайсере.
- Калибровка потока (один или несколько тестов).
- Тестовая печать: куб 20 мм, адгезия первого слоя, проверка размеров.
- Итеративная корректировка (если необходимо).
- Сохранение всех параметров (M500) и документирование значений.
Критерии приёмки SOP:
- Прошивка содержит актуальные значения steps per mm и E‑steps.
- Первые тестовые отпечатки соответствуют допуску по размерам ±0.5% для мелких деталей.
Чек‑лист для ролей
Для хобби‑пользователя:
- Проверить натяжение ремней.
- Выполнить тестовый куб.
- Измерить филамент штангенциркулем.
Для лаборатории/мастерской:
- Выполнить все шаги SOP.
- Записать значения в журнал калибровки.
- Проводить повторную проверку каждые 50–100 часов печати.
Для производственного использования:
- Ввести периодическое тестирование SLI/SLO на основе дефектов.
- Внедрить контроль партии филамента и проверку критичных размеров через выборочный контроль.
Тестовые случаи и критерии приёмки
- Тест: перемещение 100 мм по X
- Ожидаемый результат: фактическое расстояние 100 ±0.05 мм
- Тест: экструзия 100 мм
- Ожидаемый результат: фактическая экструдия 100 ±0.5 мм
- Тест: первый слой
- Ожидаемый результат: равномерная линия, отсутствие перетягивания под сопло
Диагностика: что делать, если калибровка не помогает
- Если размеры по осям верны, а поверхность всё равно плохая — проверьте температуру, охлаждение и качество филамента.
- Если экструдирование скачет — проверьте шаговый ток двигателя экструдера и состояние шестерни захвата (зубья, проскальзывание).
- При постоянном недоэкструзировании — прочистите сопло, проверьте PTFE‑трубку, холодные места в хотэнде.
Формулы и примеры (шаги и E‑steps)
Формула пересчёта шагов:
Новыйsteps = (запрошенноемм / фактическое_мм) × текущие_steps
Формула для E‑steps применяется аналогично для экструдера.
Пример для Z‑оси (винтовой ход): если шаговой двигатель делает N шагов на оборот, микрошагирование M и ход винта H мм/оборот, то теоретические steps per mm = (N × M) / H. Но всегда сверяйте практическими измерениями из‑за люфтов и допусков механики.
Мини‑методология калибровки (коротко)
- Измерьте текущую ситуацию.
- Проведите одну точную корректировку (одну переменную за раз).
- Сохраните параметры и протестируйте.
- Документируйте и вернитесь при необходимости.
Ментальная модель: «изменяй одно — тестируй — фиксируй».
Частые ошибки и контрпримеры
- Неправильная интерпретация измерений: измеряйте по одной и той же методике.
- Попытка менять одновременно E‑steps и диаметр филамента: сначала установите диаметр филамента, затем E‑steps.
- Игнорирование температуры: любое измерение экструдера должно происходить при рабочей температуре.
Небольшая галерея крайних случаев
- Проблема: проводит правильные движения, но размеры печати лежат в пределах ±1–2 % — вероятна усадка материала. Решение: компенсировать в слайсере (scale compensation) и оптимизировать температуру.
- Проблема: после замены ремня смещения по одной оси. Решение: выполнить повторную калибровку шагов и проверить параллельность направляющих.
Простая диаграмма принятия решения (Mermaid)
flowchart TD
A[Проблема с печатью] --> B{Первый слой плохой?}
B -- Да --> C[Проверить Z-offset и плоскость стола]
B -- Нет --> D{Нитевидность/стрингинг?}
D -- Да --> E[Снизить температуру, увеличить ретракт]
D -- Нет --> F{Размеры не соответствуют?}
F -- Да --> G[Калибровать steps per mm и E-steps]
F -- Нет --> H[Проверить филамент и охлаждение]
C --> I[Провести тестовый отпечаток]
E --> I
G --> I
H --> IКраткий глоссарий (1‑строчные определения)
- Steps per mm — число шагов шагового двигателя для перемещения на 1 мм.
- E‑steps — шаги экструдера на 1 мм филамента.
- Z‑offset — вертикальное смещение сопла относительно поверхности при начале печати.
- Retraction — втягивание филамента при перемещениях для уменьшения нитевидности.
- Flow rate — процент подачи филамента относительно рассчитанного.
Безопасность и заметки по эксплуатации
- При работе с хотэндом будьте осторожны: температура выше 200 °C представляет опасность ожога.
- Отключайте питание перед механической регулировкой ремней и направляющих.
- Используйте защитные перчатки и очки при чистке сопла иглой.
Заключение
Калибровка — это вложение времени, которое возвращается в виде стабильных высококачественных отпечатков, экономии филамента и сокращения времени на постобработку. Следуйте SOP, документируйте параметры и проводите периодическую проверку — это превратит процесс печати из серии догадок в воспроизводимый рабочий процесс.
Краткое резюме: регулярная калибровка шагов осей, экструдера, Z‑offset и параметров филамента обеспечивает точность размеров, качество поверхности и надёжность печати.
Рекомендации по дальнейшему тестированию
- Распечатайте набор тестов: куб, калибровочная стенка, температурная башня, тест ретракта.
- Введите журнал калибровки с датой, температурой и результатами. Это помогает находить корни проблем при сменах материала и окружающей температуры.
Критерии приёмки
- Все изменения сохранены в прошивке и задокументированы.
- Тестовый куб (20 мм) прошёл проверку размеров и первого слоя.
- Экструзия 100 мм соответствует 100 ±0.5 мм.
Изображение: монтаж часового индикатора на держателе, закреплённом на каретке хотэнда
Изображение: показания индикатора при тестовом перемещении 10 мм
Изображение: окончательная механическая фиксация элементов после калибровки
Изображение: экструдирующий механизм с видимым прижимным колесом
Изображение: замер диаметра филамента в нескольких точках для усреднения
Важно: документируйте все изменения и сохраняйте копию конфигурации прошивки. Это поможет быстро откатиться к рабочим настройкам при экспериментальных тестах.
Похожие материалы

RDP: полный гид по настройке и безопасности
Android как клавиатура и трекпад для Windows

Советы и приёмы для работы с PDF

Calibration в Lightroom Classic: как и когда использовать

Отключить Siri Suggestions на iPhone
