Как избежать расслоения в 3D‑печати
Что такое расслоение в 3D‑печатных деталях
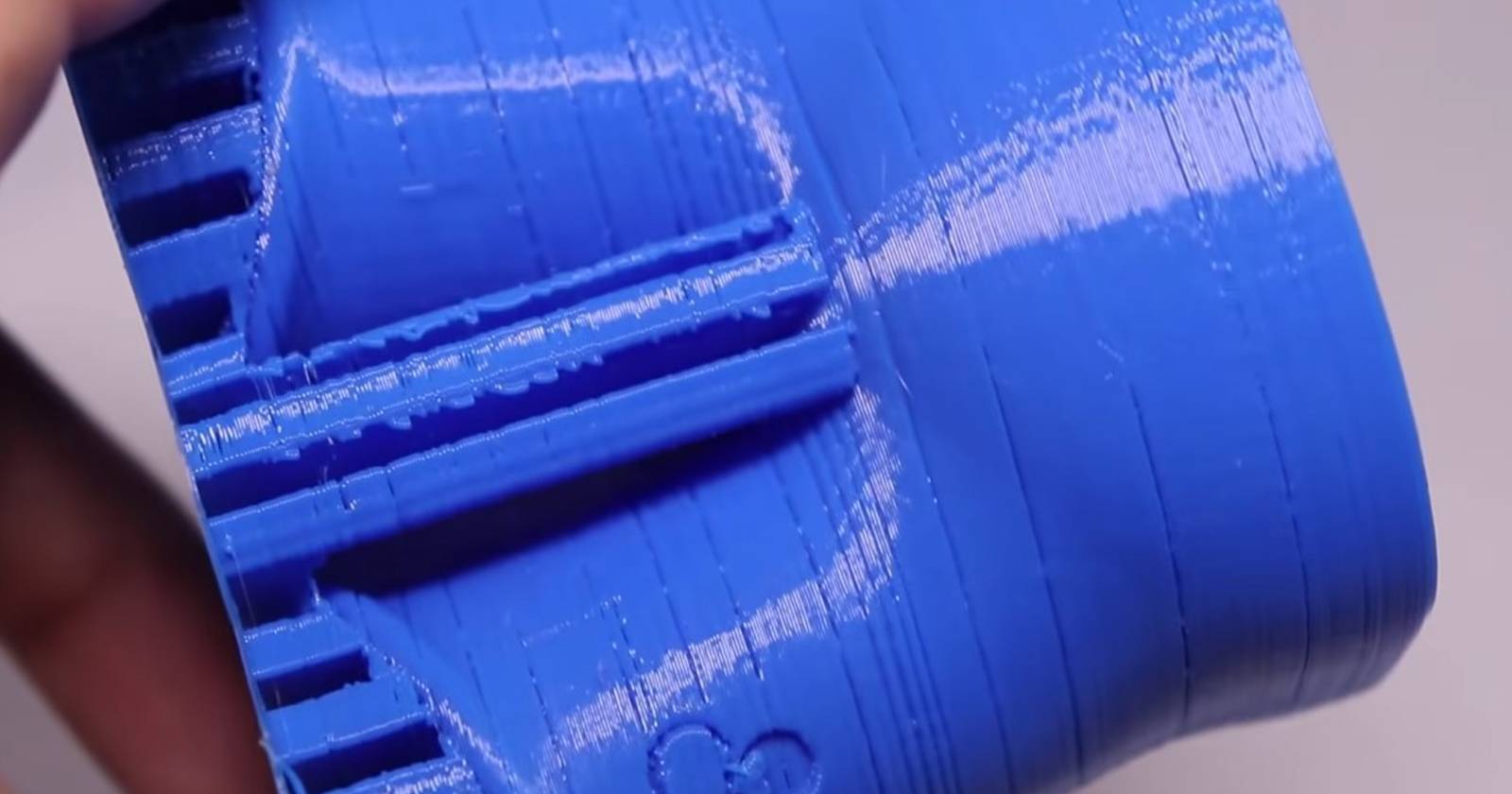
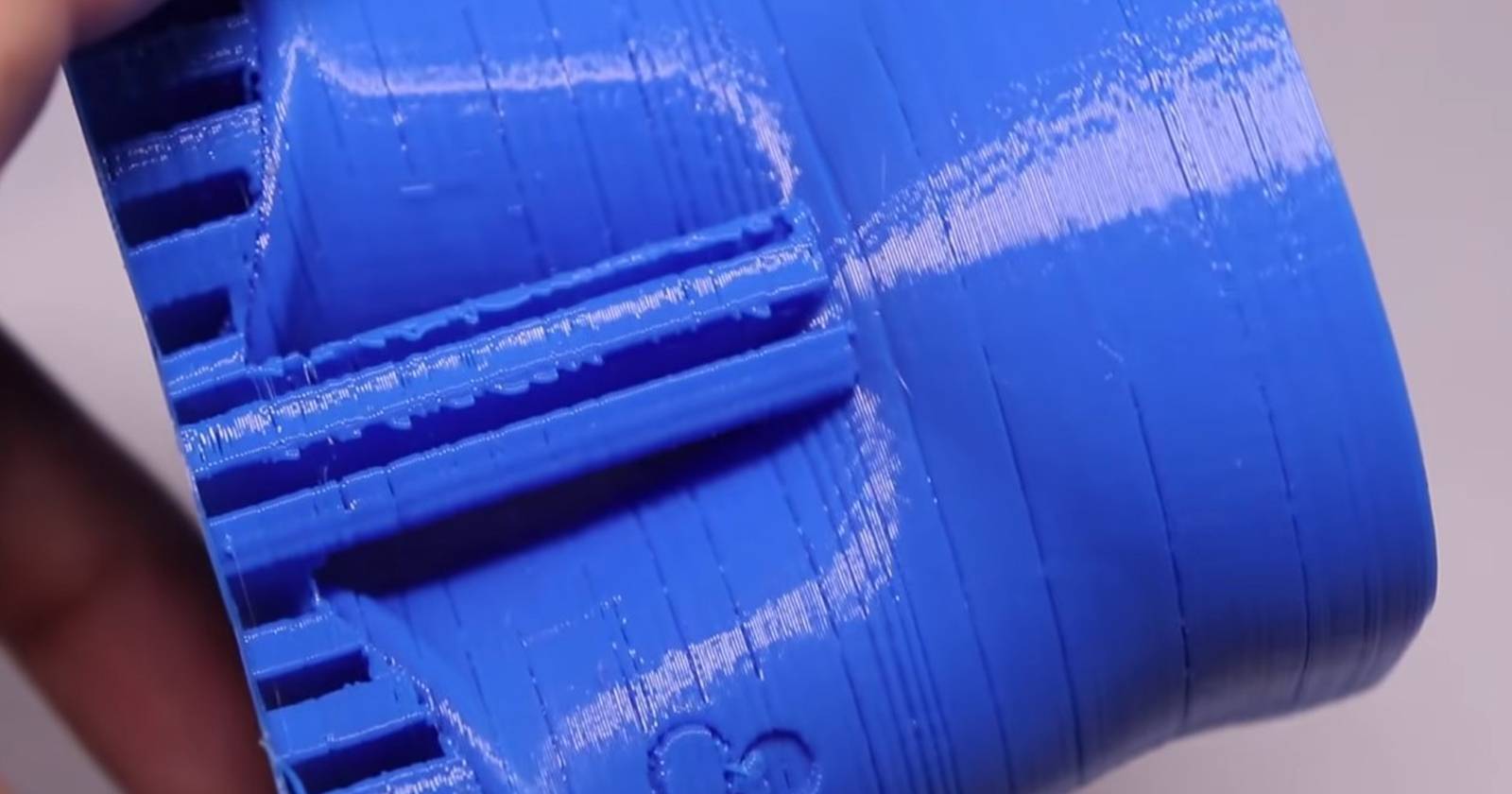
Расслоение (деламинация) — это нарушение сцепления между последовательными слоями пластика в процессe послойной аддитивной печати. В результате модель может трескаться, деформироваться, рассыпаться или полностью отвалиться от основания. Расслоение проявляется как видимые трещины по слою или как отделяющиеся пластины внутри модели.
Почему это важно: плохое сцепление слоёв снижает механическую прочность и портит внешний вид. В сложных проектах расслоение может привести к полной потере рабочего времени и материала.
Краткая дефиниция: сцепление слоёв — способность горячего расплавленного филамента образовывать прочный контакт с предыдущим слоем до его отверждения.
Основные причины расслоения
- Низкая температура экструдера или сильные колебания температуры.
- Слабая адгезия к столу (платформе) и плохая первая прослойка.
- Неправильная ориентация модели и области с высоким напряжением.
- Слишком высокая скорость печати и недостаточное время на диффузию молекул.
- Некачественный, влажный или старый филамент.
- Вибрация или люфты в механике принтера.
- Неправильное выравнивание стола (зазор сопла).
Топ‑10 способов избежать расслоения
Ниже — подробные рекомендации с практическими шагами и пояснениями.
1. Правильная ориентация модели
Ориентируйте модель так, чтобы основные силовые линии приходились вдоль направления наименьшего напряжения. Слой должен проходить перпендикулярно критическим нагрузкам, если важна прочность в конкретном направлении.
Проверяйте:
- Где в модели тонкие стенки и острые углы. Уклоните их от вертикальных направлений.
- Можно ли развернуть деталь, чтобы сократить количество слоёв, которые принимают усилие.
- Наличие поддержки для выступов и больших свесов.
Когда ориентация помогает: если деталь испытывает изгибовую нагрузку, печатайте так, чтобы швы не были перпендикулярны направлению изгиба.
2. Используйте опоры и стабилизацию
Опоры (supports) уменьшают изгибы и смещение при печати выступающих частей. Для тонких стенок и длинных мостов используйте дополнительные внутренние поддержки или временные ребра жёсткости.
Совет: отключайте опоры только после проверки области примыкания; иногда легче обрезать мусор, чем восстанавливать расслоившуюся поверхность.
3. Повышайте процент заполнения (infill)
Увеличение заполнения повышает жёсткость изделия. Для функциональных деталей увеличьте infill до 30–50% и выберите правильный узор (grid, gyroid дают хорошую несущую способность).
Баланс: не делайте заполнение чрезмерно плотным без необходимости — это увеличит массу и время печати.
4. Используйте brim или raft для улучшения адгезии
Brim — тонкая кайма вокруг основания модели; raft — более плотная платформа под модель. Они помогают при большом рисунке основания, тонких ножках или моделях, склонных к отрыву.
Как выбрать: brim быстрее и экономнее; raft надёжнее, но труднее снимается и тратит больше материала.
5. Улучшите адгезию к столу
Рекомендации:
- Очистите стол изопропиловым спиртом и удалите жирные пятна.
- Повышайте температуру стола для материалов, требующих подогрева.
- Используйте клей‑стик, малярную ленту, специальный клеевой спрей или литиевую пасту для PEI/BuildTak.
Важно: разные материалы требуют разного подхода — что работает для PLA, может не подойти для ABS или PETG.
6. Контролируйте температуру экструдера
Поддержание стабильной температуры — одна из критичных мер. Если температура слишком низкая, слои не успевают диффундировать и сцепляться; если слишком высокая, ухудшается форма слоя и возможны провисания.
Типичные диапазоны (ориентиры):
- PLA: 190–220 °C
- PETG: 230–250 °C
- ABS: 230–260 °C
Проверяйте стабильность: следите за графиками температуры и избегайте внезапных падений или скачков.
7. Проверьте выравнивание стола
Небольшие отклонения в зазоре сопла и стола дают разную толщину первой прослойки и ухудшают сцепление. Делайте проверку перед каждой печатью, особенно после транспортировки принтера.
Методы: ручная регулировка с листом бумаги, автокалибровка, или использование датчиков индуктивности/оптических сенсоров. Проверяйте одинаковость расстояния по всем четырём углам и по центру.
8. Содержите рабочую область в чистоте
Пыль, волокна или остатки масла на столе или сопле снижают адгезию. Регулярно очищайте стол, сопло и держатели катушек. Храните филамент в герметичных пакетах с осушителем.
9. Уменьшите скорость печати
Медленная печать даёт больше времени для формирования прочного соединения между слоями. Понизьте скорость для тонких деталей, мостов и критичных слоёв.
Рекомендации: для деталей, где важна прочность, снизьте базовую скорость на 20–40% и поэкспериментируйте.
10. Экспериментируйте с филаментами
Некоторые материалы естественно лучше сцепляются. Влажный филамент хуже плавится и даёт плохое сцепление. Храните филамент в сухом помещении.
Если с одним типом филамента повторяется расслоение, попробуйте аналогичный материал от другого производителя или другой тип (PLA → PETG → ABS), учитывая особенности печати.
Ремонт и методы восстановления
Если расслоение уже началось, не всегда нужно выбрасывать модель. Вот шаги для спасения:
- Остановите печать и оцените масштаб.
- Если отделились верхние слои, попробуйте нагреть область феном и аккуратно прижать слои до охлаждения.
- Для небольших трещин используйте растворители или клеи, совместимые с материалом (ацетон для ABS, специальный клей для PLA).
- Если дефект глубже, рассмотрите переработку модели в CAD и усиление проблемной зоны (толще стенки, добавить ребро).
Важно: термическое спаивание может изменить геометрию; делайте аккуратно.
Контрольная карта быстрого устранения проблем (Troubleshooting runbook)
- Признак: трещины между слоями.
Действие: проверьте температуру экструдера → повысить на 5–10 °C, проверить влажность филамента. - Признак: отрыв от основания в углах.
Действие: включить brim или raft, увеличить температуру стола, очистить поверхность. - Признак: расслаивание через несколько слоёв от основания.
Действие: проверить выравнивание стола, уменьшить скорость, увеличить infill. - Признак: периодические локальные расслоения.
Действие: проверить механические люфты, ремни и шаги моторов, проверить вентиляторы.
Критерии приёмки
- Модель не должна иметь видимых трещин, разделяющих слои по всей толщине.
- В местах крепления и нагрузочных точках модель выдерживает рабочую нагрузку без расслоения.
- Поверхность без крупных пустот между слоями.
Чеклист перед печатью
- Очистить стол и сопло.
- Проверить выравнивание стола.
- Прогреть экструдер и стол до рекомендованных температур.
- Убедиться в сухости филамента.
- Настроить infill, опоры и brim/raft.
- Проверить скорость печати и ускорение.
- Прогнать тестовую модель (20–30 мм куб) при новых настройках.
Ролевые чеклисты
Для оператора принтера:
- Проверил чистоту стола, уровень и температуру.
- Запустил тестовую печать.
- Наблюдал первую прослойку и сделал фото при проблемах.
Для дизайнера модели:
- Оценил ориентацию на прочность, добавил ребра усиления.
- Убрал острые переходы и увеличил толщину стенок в критичных местах.
Для техобслуживания:
- Проверил люфт кареток и ремней.
- Очистил сопло и проверил подачу филамента.
- Обновил прошивку и проверил профили в слайсере.
Ментальные модели и эвристики
- «Дайте слоям время» — снижайте скорость и повышайте температуру на критичных участках.
- «Уклон от напряжения» — ориентируйте модель так, чтобы шов не совпадал с направлением приложенной силы.
- «Чем больше поверхности, тем лучше» — расширьте контакт основания через brim/raft.
Факто‑бокс с ключевыми диапазонами
- Температура экструдера: PLA 190–220 °C, PETG 230–250 °C, ABS 230–260 °C.
- Температура стола: PLA 40–70 °C, PETG 70–90 °C, ABS 90–110 °C.
- Рекомендуемый infill для функциональных деталей: 20–50%.
Эти диапазоны — ориентиры. Всегда проверяйте рекомендации производителя филамента.
Альтернативные подходы
- Используйте двухэкструдерную печать: печать внутреннего каркаса более прочным материалом, а внешнего — декоративным.
- Перейдите на SLA/DLP печать для мелких деталей: у фотополимерных технологий иная природа адгезии слоёв.
- Применяйте постобработку термообработкой или химической сваркой для повышения прочности.
Когда советы не помогут: контрпримеры
- Материалы с высокой усадкой (например, некачественный ABS) могут растрескиваться даже при всех мерях.
- При механических дефектах принтера (поломка привода шагового мотора, изношенные направляющие) никакие настройки филамента не решат проблему.
Решение для промышленных задач и TCO соображения
Промышленные приложения требуют системной надёжности. Если расслоение повторяется, оцените полную стоимость владения (TCO): замена принтера, автоматизация контроля качества, обучение оператора и запас филамента могут повысить себестоимость, но снизят потери от брака.
Диагностическое дерево принятия решений
flowchart TD
A[Появилось расслоение?] --> B{Трещина на всех слоях?}
B -- Да --> C[Проверить температуру экструдера и влажность филамента]
B -- Нет --> D{Отрыв от стола в углах?}
D -- Да --> E[Почистить стол, увеличить температуру стола, добавить brim]
D -- Нет --> F{Периодические участки?}
F -- Да --> G[Проверить механические люфты и ремни]
F -- Нет --> H[Провести тестовую печать с меньшей скоростью]
C --> I[Изменить температуру на 5–10 °C и повторить тест]
G --> I
E --> I
H --> IКритерии приёмки
- Внешний вид: отсутствие видимых трещин и разъединённых слоёв.
- Механика: изделие выдерживает проектную нагрузку.
- Повторяемость: 3–5 подряд корректных печатей с теми же настройками.
Краткий план действий при инциденте на печати
- Остановить печать.
- Зафиксировать фото и параметры (температура, скорость, профиль слайсера).
- Проанализировать первые прослойки и размер проблемы.
- Применить одно изменение и запустить тестовую печать.
- При стабилизации — продолжить, при повторении — перейти к замене стратегии.
Короткий глоссарий
- Адгезия — сцепление материала с поверхностью.
- Brim — тонкая кайма вокруг модели для лучшего приклеивания.
- Raft — плотная базовая платформа под модель.
- Infill — внутреннее заполнение модели.
Примечания и важные напоминания
Важно: не стоит одновременно менять больше одного параметра при отладке. Меняйте по одному и фиксируйте результат — так проще понять причину.
Если вы используете лабораторные или промышленные материалы, сверяйтесь с техническими листами производителей.
Итог
Расслоение — распространённая, но решаемая проблема. Системный подход (правильная подготовка модели, чистая рабочая зона, стабильная температура, корректные настройки слайсера и качественный филамент) даёт быстрый эффект. Используйте чеклисты и runbook, чтобы переводить разовые победы в стабильный процесс.
Важное: начинайте с простых шагов — чистоты стола и проверки выравнивания. Эти меры решают большую часть проблем с расслоением.
Ссылки и дополнительные материалы
- Руководство по выбору филамента (поиск в вашей базе знаний).
- Тестовые модели для проверки адгезии и прочности (20 мм куб, испытательный башмак).
Похожие материалы

Как пользоваться Look Around в Apple Maps
Режимы My GPT в ChatGPT-4 и DALL·E — обзор

Настроить колёсико мыши для прокрутки фото
Скрыть твиты длиннее 140 символов
Добавление тегов к файлам в Windows 11
