Как сделать украшения на 3D‑принтере: пошаговое руководство и лучшие практики

Виды: 3D‑печатное кольцо, напечатанное пластиком с металлическим эффектом
Введение
Ювелирное дело — одно из самых популярных ремёсел. 3D‑печать добавляет к этому новое измерение: возможность быстро прототипировать, тиражировать и экспериментировать с формой и текстурой. В этом руководстве вы найдёте пошаговый процесс создания украшений на 3D‑принтере, рекомендации по выбору материалов и принтера, а также расширенные рубрики — чеклисты, критерии приёмки, план действий при проблемах и варианты постобработки.
Кому это подойдёт
- Новичкам, которые хотят быстро получить результат;
- Художникам и дизайнерам, желающим прототипировать сложные форм‑факторы;
- Хоббистам, которые хотят получить устойчивый эффект «металла» без дорогостоящей литьевой оснастки.
Важно: безопасность при работе с химией и инструментами — всегда используйте защиту (перчатки, очки, вытяжку).
Как 3D‑печать украшения — краткий план
- Найти или создать 3D‑файл
- Подобрать материал
- Настроить слайсер
- Напечатать изделие
- Выполнить финишную обработку и проверку качества
Шаг 1: найти или создать 3D‑файл
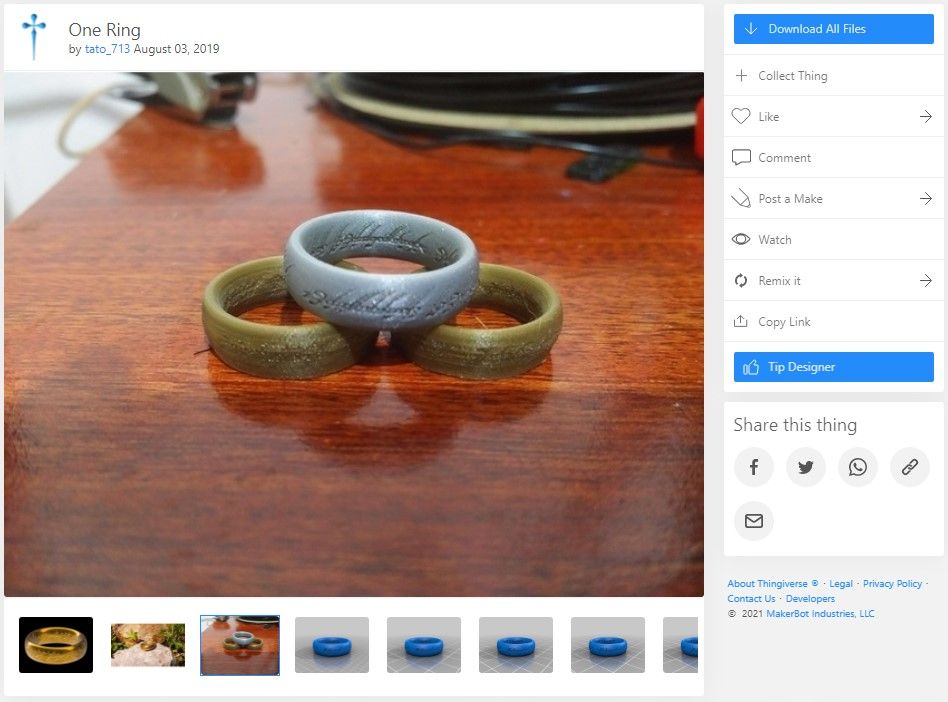
Описание изображения: скриншот страницы с моделью кольца на репозитории моделей
Где искать
- Бесплатно: Thingiverse, Printables, MyMiniFactory — подходят для быстрых прототипов.
- Платно: CGTrader, Cults — более качественные и оригинальные модели.
Создание собственной модели
- Для базовых форм подойдут Tinkercad (простота) и Fusion 360 (точность, параметричность).
- Для органических форм и художественных украшений — Blender.
Советы по дизайну для ювелирных изделий
- Учтите толщину стенки: для тонких декоративных элементов минимальная практическая толщина в пластике обычно 0.8–1.0 мм; тоньше — риск поломки.
- Седловатые и сложные внутренние поверхности требуют поддержки или ориентирования печати.
- Для колец измерьте внутренний диаметр точно по размерам (мм) или используйте таблицы размеров.
Когда стоит не использовать 3D‑печать напрямую
- Для тонкого ювелирного литого золота/серебра с высокой ценностью и требованиями к прецизионной полировке лучше использовать 3D‑моделирование как этап для создания литьевой модели, а не печатать готовые пластиковые изделия, если требуется металл.
Шаг 2: выбор материала

Описание изображения: набор катушек филамента разных цветов и текстур на фоне рабочего стола
Популярные материалы
- PLA (включая шелковистые и металлизированные нитки): прост в печати, хорош для декоративных изделий и демонстрационных прототипов.
- ABS и PETG: более прочные, термостойкие; требуют больше навыков и/или корпуса для печати.
- Нейлон: гибкий и прочный, подходит для функциональных колец/браслетов, но сложнее в печати.
- Наполненные филаменты (медь, бронза, сталь): придают вес и текстуру, позволяют шлифовать и патинировать поверхность.
- PVA/растворимые поддержки: позволяют печатать сложные висячие элементы с минимальной постобработкой.
Выбор зависит от задачи: для украшений, которые будут носить часто, лучше выбрать более прочные материалы; для демонстраций — PLA с эффектом металла.
Шаг 3: настройки слайсера — подробная инструкция
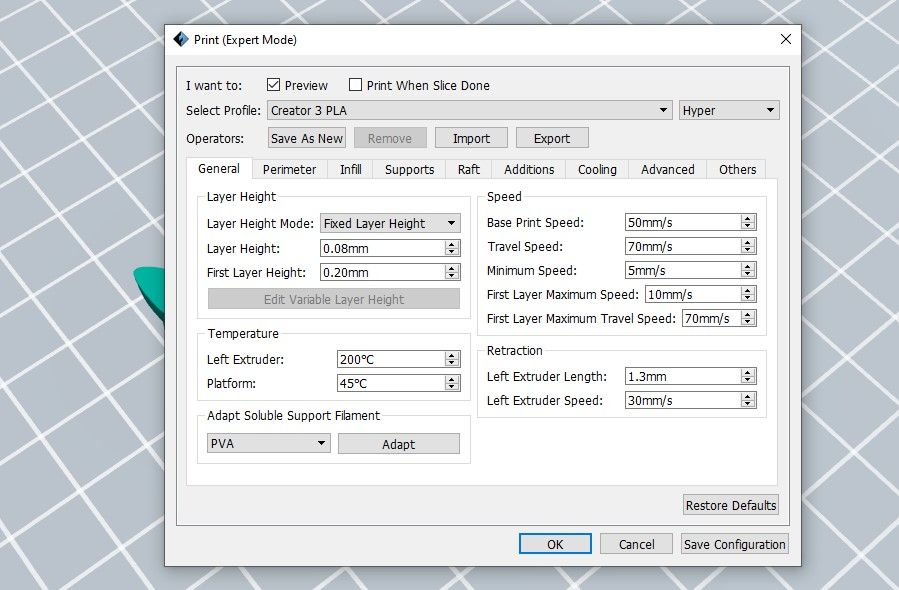
Описание изображения: фрагмент интерфейса слайсера, показывающий высоту слоя и профиль скоростей
Ключевые параметры и рекомендации
- Высота слоя: чем меньше — тем выше детализация. Для ювелирных деталей 0.05–0.12 мм часто дают хороший результат. В источнике использовалась 0.08 мм с соплом 0.4 мм; при сопле 0.25 мм можно опускаться ещё ниже.
- Сопло: 0.25–0.4 мм; для очень тонкой детализации выбирают 0.25 мм.
- Скорость печати: наружная скорость 15–30% от базовой для тонкой проработки деталей; в примере авторы указали 20% для внешнего контура.
- Нагрев экструдера и стола: следуйте рекомендациям производителя филамента.
- Ретракция: уменьшает нитевидность (стрингинг). Для длинных премещений увеличьте ретракцию и скорость возврата, подберите эмпирически.
- Сопровождение поддержки: минимизируйте контакт со зрительной поверхностью; используйте растворимые поддержки для сложных подвесных элементов.
- Заполнение (infill): для декоративных украшений допустимо 0–20% для лёгкости; 100% можно использовать для «ощущения металла» в кольцах, если вам важен вес.
Ориентация модели
- Расположите кольцо так, чтобы важные внешние детали были направлены вверх, а внутренние поверхности получали минимальные следы поддержки.
- При печати подвесок старайтесь ориентировать так, чтобы отверстия и петли печатались без поддержки, если это возможно.
Профили для разных материалов — таблица шаблонов
| Материал | Температура экструдера | Температура стола | Высота слоя | Рекомендации |
|---|---|---|---|---|
| PLA (шелк) | 190–220 °C | 40–60 °C | 0.06–0.12 мм | Медленная наружная скорость, фильтр на нитевидность |
| PETG | 230–250 °C | 70–90 °C | 0.1–0.2 мм | Настроить ретракцию, минимизировать скоростные колебания |
| ABS | 230–260 °C | 90–110 °C | 0.1–0.2 мм | Печатать в корпусе, использовать адгезив на столе |
| Нейлон | 240–260 °C | 60–90 °C | 0.1–0.2 мм | Высокая гигроскопичность — сушите филамент |
Шаг 4: печать — практические советы
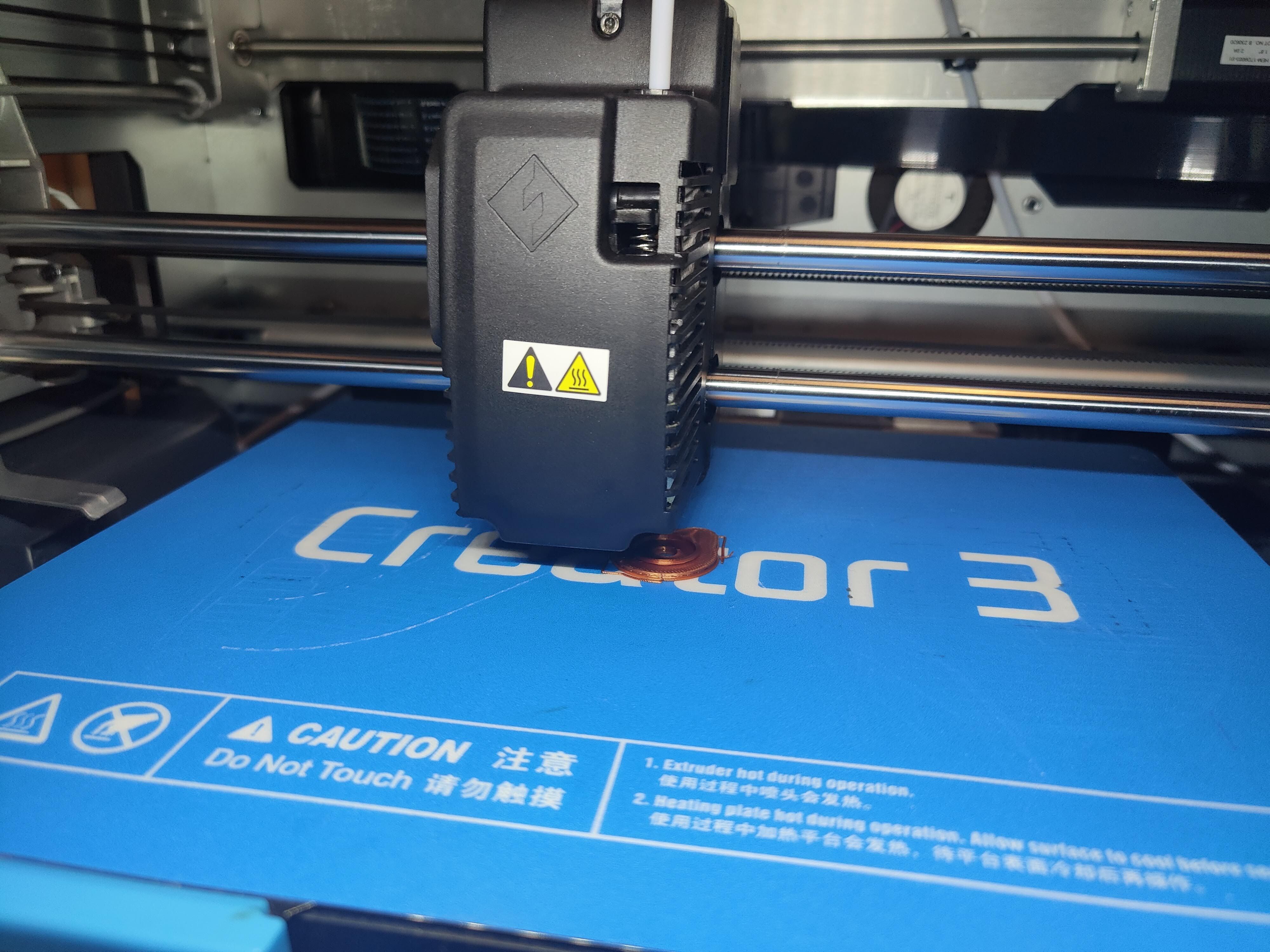
Описание изображения: 3D‑принтер печатает небольшую модель кольца на нагретом столе
Время печати и надёжность
- Время зависит от размера и высоты слоя: тонкое кольцо — от 30–90 минут; сложные браслеты или массивные украшения — несколько часов.
- Следите за первой слоями: хорошая адгезия критична.
- Если принтер выдаёт артефакты, остановите печать и проверьте подачу, напряжение ремней и уровень стола.
Инцидент‑руководство (быстрый план действий при проблемах)
- Проблема: плохая адгезия первой слой. Действие: почистите стол, используйте клей‑стик или ленту, выровняйте стол.
- Проблема: нитевидность. Действие: увеличьте ретракцию, уменьшите температуру на 5–10 °C, включите опции «возврат без экструдера».
- Проблема: слои смещаются. Действие: проверьте натяжение ремней, шаговые двигатели, сдвиг при перемещении — возможна механическая причина.
Шаг 5: постобработка и отделка
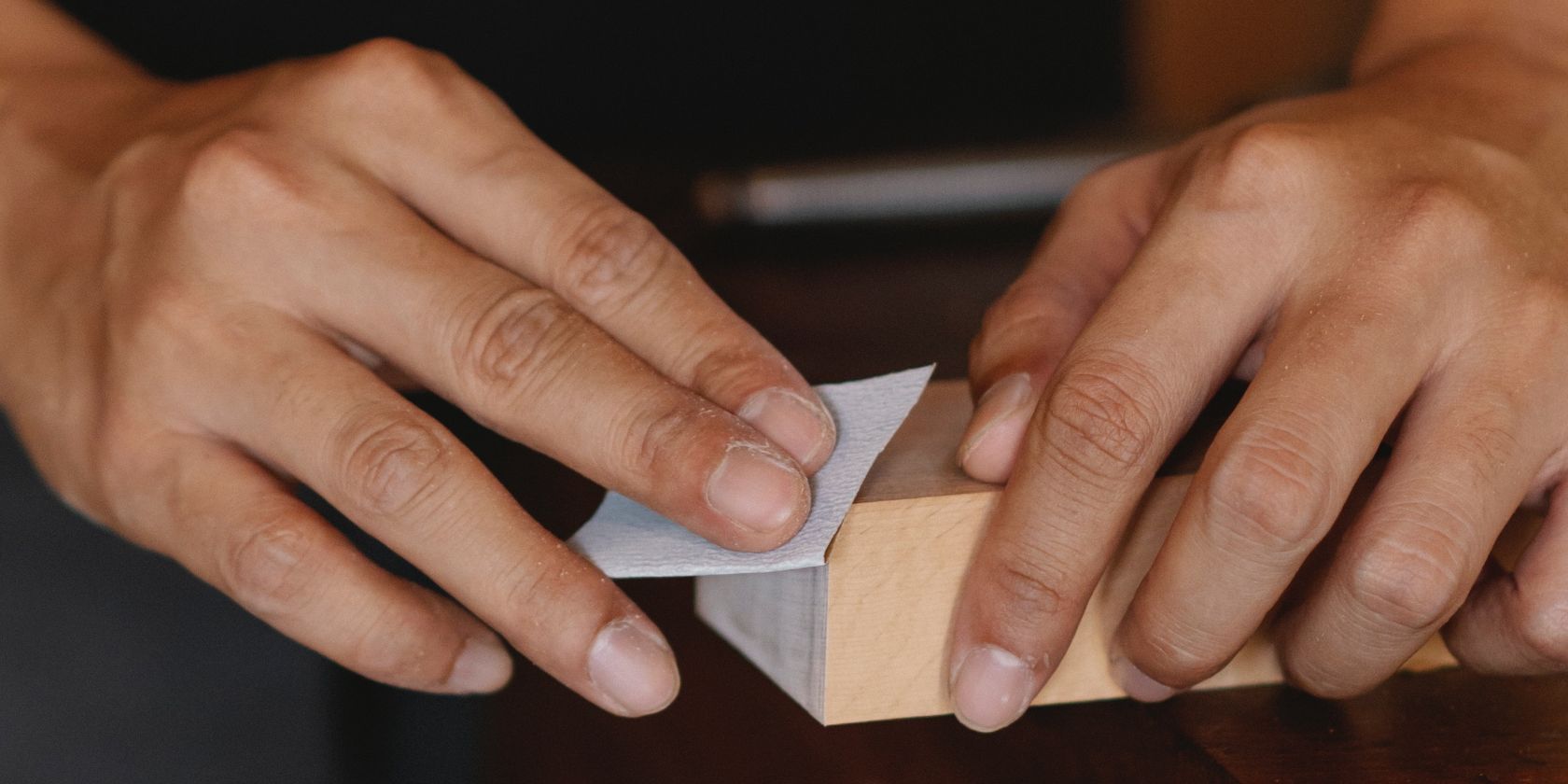
Описание изображения: мастер шлифует поверхность кольца шкуркой и точечным инструментом
Варианты отделки
- Шлифовка: начинайте с крупной зернистости (например, 200–400), плавно переходя к 800–2000 для глянца. Для мелких деталей используйте игольчатые фрезы и точечную обработку.
- Эпоксидное покрытие: даёт блеск и прочность. Наносите тонким слоем, избегая подтёков.
- Химическое сглаживание: ацетоновая ванна для ABS; у PLA методы более ограничены — есть описания работы с растворителями или IPA‑вапором, но требуется осторожность и вытяжка.
- Патинирование: медные/бронзовые наполнители можно окислить патиной или тонировать для эффекта старения.
- Металлизация: существуют услуги металлизации и гальваники для пластиковых заготовок — если нужен настоящий металлический вид и износостойкость.
Критерии приёмки
- Внешний вид: нет заметных слоёв, видимые дефекты не мешают эстетике.
- Геометрия: внутренний диаметр соответствует размеру кольца, отверстия совпадают с чертежом.
- Прочность: изделие не ломается при аккуратном сгибе/надавливании для заявленного материала.
Как выбрать принтер для ювелирных изделий
Описание изображения: настольный FDM‑принтер на рабочем месте
Ключевые параметры принтера
- Минимальная высота слоя: чем ниже, тем выше детализация. Примеры: Ender 5 — 0.1 мм, Flashforge Creator 3 — 0.05 мм.
- Стабильность механики: жёсткие рамы и качественные направляющие уменьшают вибрации.
- Поддержка смены сопел и маленьких сопел (0.25 мм) — важна для детализации.
- Двойной экструдeр/мультиматериалы — полезно для опор из растворимого PVA.
- Наличие корпуса/печь — критично для ABS/нейлона.
Сравнение типов принтеров
- FDM (пластиковые нити): доступно, просто, широкий выбор материалов; ограничение — видимые слои на поверхности.
- SLA/DLP (резинные фотополимеры): лучше детализация и гладкая поверхность «из коробки», но материал хрупче и требует тщательной постобработки (промывка, УФ‑полимеризация). Для мелких ювелирных деталей SLA часто предпочтительнее.
Когда выбрать SLA вместо FDM
- Если приоритет — мельчайшая детализация и гладкая поверхность (например, фасетки, тонкая гравировка), рассматривайте SLA/Resin‑принтеры.
- Для массивных и функциональных предметов с требованием прочности — FDM и наполненные филаменты.
Чеклист перед печатью
- Файл в правильном формате (.stl/.obj) без ошибок (проверить в Meshmixer или Netfabb).
- Размеры и допуски соответствуют реальным меркам.
- Правильный материал и профиль слайсера.
- Поверхность стола чиста и выровнена.
- Запас филамента и инструменты под рукой.
Контроль качества и тестовые случаи
Тестовые печати, которые стоит сделать перед финальным отливом:
- Маленькое кольцо с характерной гравировкой — проверить передачу деталей и точность диаметра.
- Подвеска с петлёй — проверить, легко ли проходит кольцо и нужно ли подгонять люфт.
- Утолщённый образец для проверки прочности на изгиб/удар.
Критерии приёмки (KPI качества)
- Визуальная оценка: отсутствуют наплывы и нити по внешней поверхности.
- Измерение: внутренний диаметр кольца в пределах ±0.2 мм от проекта (для пластиковых прототипов допустимы более широкие допуски).
- Прочность: изделие не даёт трещин при аккуратной статической нагрузке, характерной для материала.
Альтернативные подходы и когда 3D‑печать не лучшее решение
- Литьё в металл: когда нужен настоящий драгоценный металл и долговечность, 3D‑печать пластиком может быть лишь промежуточным шагом для изготовления формы.
- Ручная ковка и чеканка: для уникальных вещей с исторической технологией металлургии лучше ручная работа.
- Комбинированный подход: 3D‑печатная заготовка + последующая гальваника/литьё даёт баланс стоимости и качества.
Риски и смягчение
- Химическая обработка (ацетон, растворители): риск токсичности — использовать в вытяжке и с защитой.
- Пожарный риск при неправильной эксплуатации: не оставляйте принтер без присмотра при длительной печати на высоких температурах.
- Гигроскопичность материалов (нейлон): хранение в сушки/герметичных контейнерах.
Роли и обязанности для малого производства украшений (короткий SOP)
- Дизайнер: отвечает за модель и допуски; готовит .stl для печати.
- Оператор принтера: проверяет профиль слайсера, запускает печать, контролирует первую полосу.
- Финишер: шлифует, покрывает, выполняет проверку качества и упаковку.
Заключение
3D‑печать украшений даёт широкие возможности для творчества и прототипирования. Выбор между FDM и SLA зависит от желаемой детализации, материалов и бюджета. Ключ к хорошему результату — аккуратная подготовка файла, подбор материала и тонкая настройка слайсера, а также продуманная постобработка. Экспериментируйте: меняйте орнаменты, наполняющие филаменты и методы отделки — и вы быстро найдёте свою уникальную технику.
Важно
- Всегда проверяйте безопасность при работе с химикатами и электроинструментом.
- Для изделий, которые будут контактировать с кожей длительно, выбирайте безопасные, сертифицированные материалы.
Краткое резюме
- 3D‑печать делает ювелирное творчество доступным и гибким.
- Материал и слайсер — ключевые факторы качества.
- Постобработка превращает напечатанную заготовку в носимое украшение.
Социальный превью (рекомендуется для OG)
Предложение для OG title: Как напечатать украшения на 3D‑принтере
Предложение для OG description: Полное руководство по моделированию, выбору материалов, настройке печати и финишной обработке украшений.
Контакт и дополнительные ресурсы
- Рекомендуемые репозитории моделей: Thingiverse, Printables, CGTrader
- ПО для обработки моделей: Blender, Fusion 360, Meshmixer
Авторский совет: начните с простых моделей и постепенно добавляйте сложность — это сэкономит время и материалы.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
