Полный апгрейд Ender-3
Почему стоит апгрейдить Ender-3
Оригинальный Creality Ender-3 сделал 3D-печать доступной по цене, но для достижения низкой цены производитель пошёл на жёсткие сокращения расходов. Результат — принтер с хорошим потенциалом, но с уязвимыми местами: ненадёжными электрическими соединениями, устаревшей термостойкой изоляцией, механическими допусками и дизайном, который требует доработок для долговременной безопасной эксплуатации.
В этом руководстве мы разберёмся:
- какие апгрейды критичны для безопасности и здоровья;
- какие улучшения дают заметный прирост качества печати;
- порядок работ, проверки и критерии приёмки;
- альтернативы и рекомендации для разных бюджетов и ролей (начинающий, хоббист, продвинутый).
Important: начинайте с мер безопасности — это снижает риск возгорания и опасного выделения паров.
Ключевые направления апгрейда
- Безопасность питания и клеммных соединений
- Тепловая безопасность и горячая часть (PTFE / all-metal hotend)
- Улучшение экструдера и подачи филамента
- Жёсткость и выравнивание стола
- Гасители биений и гибкие соединения механики
- Процедуры, чек-листы и критерии приёмки
Апгрейды Ender-3 для здоровья и безопасности
Начинайте с этих апгрейдов в первую очередь — они минимизируют риск возгорания, снижают вероятность перегрева и уменьшают вредные выбросы.
Установите обжимные гильзы (bootlace ferrules)
Контроллер Ender-3 распределяет питание от блока питания (PSU) к току нагревателей стола и экструдера через винтовые клеммы на плате. В заводской сборке провода часто залужены припоем — это быстрая и дешёвая мера, но ненадёжная в долгосрочной перспективе.
Плавкая деформация припоя под давлением винта приводит к ослаблению контакта, росту сопротивления и локальному нагреву. Лучший способ — отрезать залуженные концы и обжать провода обжимными гильзами (bootlace ferrules). Это повышает площадь контакта проводника и предотвращает расползание жил.
Что делать:
- Отключите питание и снимите клеммные колодки, убедитесь, что принтер обесточен.
- Обрежьте залуженные окончания проводов.
- Наденьте подходящие по сечению гильзы и обожмите их клеммными пресс-клещами.
- Верните провода в клеммы и закрепите винтами с нужным моментом.
Необходимые инструменты: пресс-клещи для гильз, набор гильз по сечению, изолента или термоусадка для аккуратности.
Используйте настоящие XT60-разъёмы
Установленные на некоторых комплектациях Ender-3 и Ender-3 Pro разъёмы типа XT60, соединяющие PSU и подогрев стола, могут быть контрафактными. Некачественная пластмасса корпуса и плохой контакт способствуют перегреву и риску возгорания.
Рекомендации:
- Замените разъёмы на аутентичные XT60 от проверенных производителей.
- Произведите замену аккуратно: требуется пайка и термоусадка, проверяйте полярность и плотность пайки.
Уровень сложности: средний — требует навыков пайки. Безопасность такого апгрейда выше, чем у «костыля» из дешёвых разъёмов.
Откажитесь от дешёвой PTFE-трубки в горячей части или замените на Capricorn
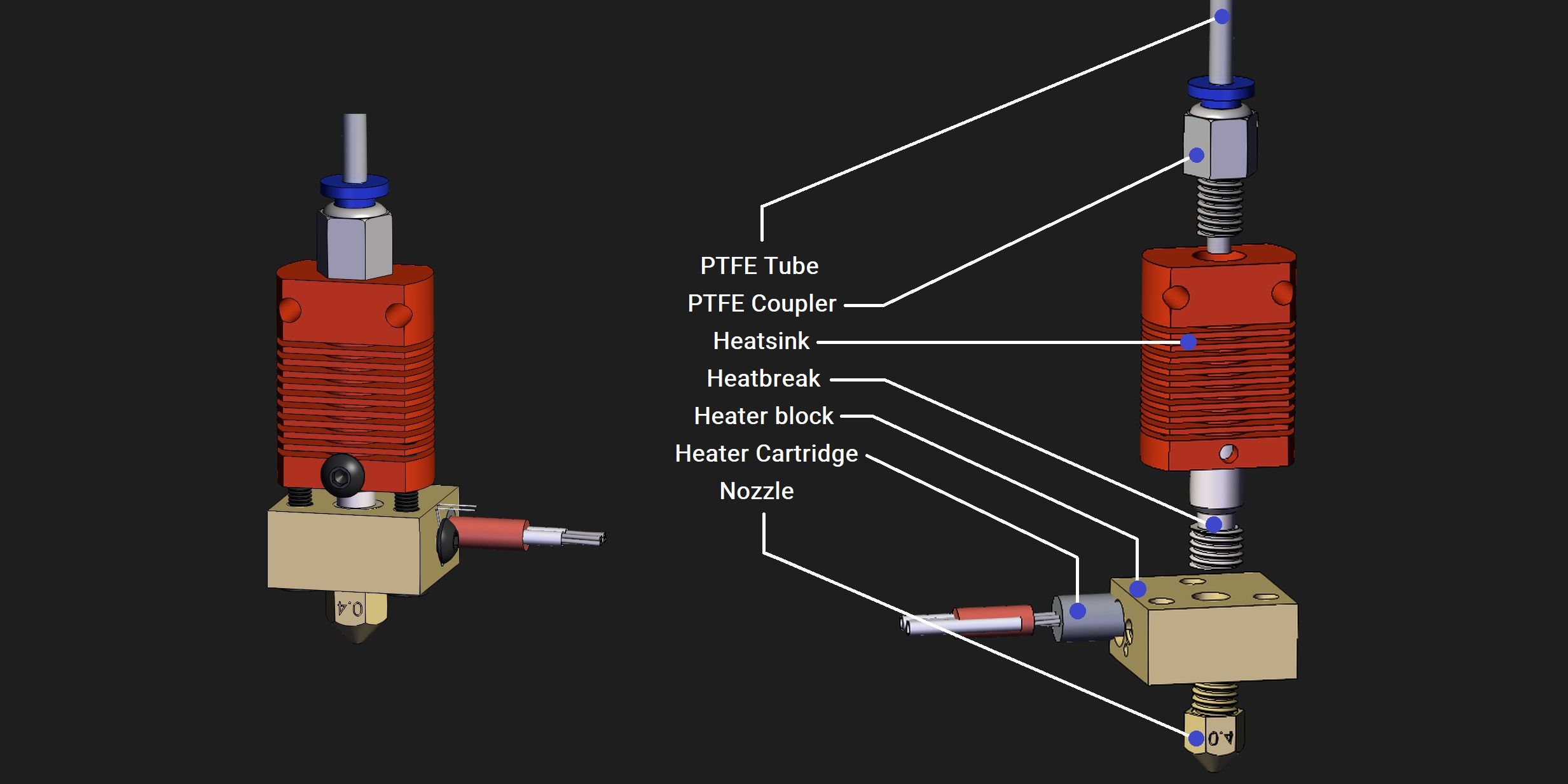
PTFE (тетрафторэтилен) используется в качестве лайнера, чтобы облегчать скользящее движение филамента по направляющей. В Ender-3 недорогая PTFE-трубка нередко проходит прямо до нагревательного блока и соприкасается с соплом — это проблема.
Почему это опасно:
- PTFE начинает выделять вредные и токсичные соединения при нагреве. При температуре около 202 °C (395 °F) опасные для птиц и некоторых животных газы уже выделяются; при ~240 °C (≈464 °F) выделяются частицы, опасные для человека; при более высоких температурах риск значительно возрастает.
- Дешёвые трубки без стабилизирующих добавок разрушаются быстрее.
Решения:
- Лучше всего — перейти на all-metal hotend, где PTFE не контактирует с зоной нагрева. Это наиболее надёжно для печати высокотемпературных материалов (ABS, PETG, Nylon и т.д.).
- Если all-metal дорог или несовместим, замените штатную трубку на Capricorn PTFE: она имеет более плотные допуски, добавки для термостойкости и улучшает качество ретракта.
Важно: если вы печатаете только PLA (темп печати < 210 °C), замена менее критична, но всё равно рекомендуется для надёжности.
Апгрейды для качества печати и надёжности
После базовых мер безопасности переходите к изменениям, которые заметно улучшают внешний вид и стабильность печати.
3D-печатные крепления шагового моторa Z

Многие Ender-3 имеют смещения и неточности в посадочных местах Z-мотора. Это приводит к Z-banding, заклиниванию, шумам и преждевременному износу. Печатные регулируемые крепления позволяют сместить и выровнять мотор относительно каретки и корпуса.
Плюсы: дешево, легко воспроизводится, можно быстро протестировать и откатить.
Качественные PTFE-муфты (PTFE coupling)
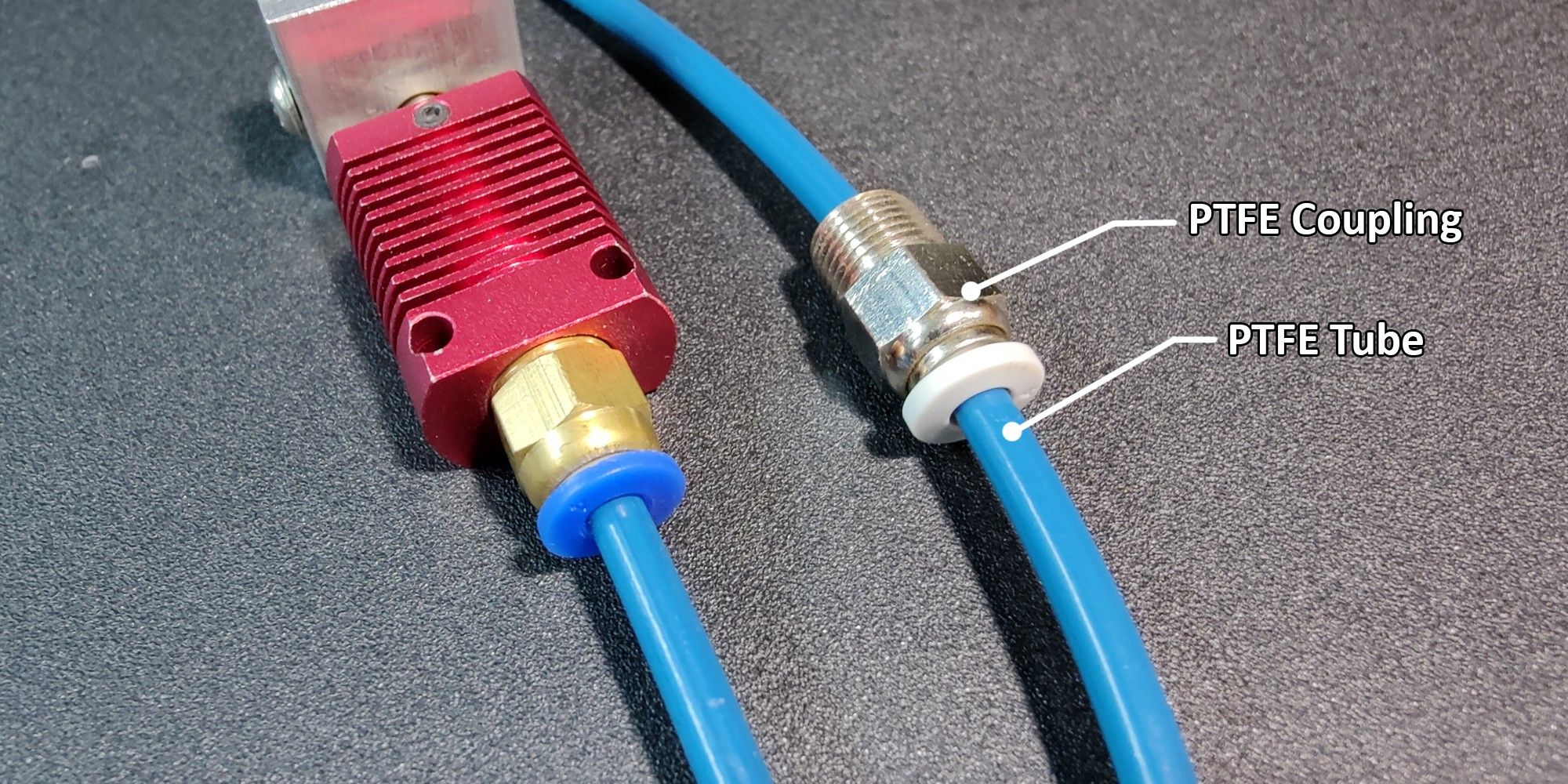
Стандартные муфты не всегда удерживают трубку плотно, со временем теряют зажим и позволяют PTFE вытесняться из хотэнда во время ретрактов. Следствие — плавление филамента до сопла и сильные засоры.
Решение: купите качественную муфту с надёжным зажимом (например, с конусной посадкой и стопорным винтом). Стоит недорого и экономит массу времени.
Двойной привод (dual drive) для экструдера
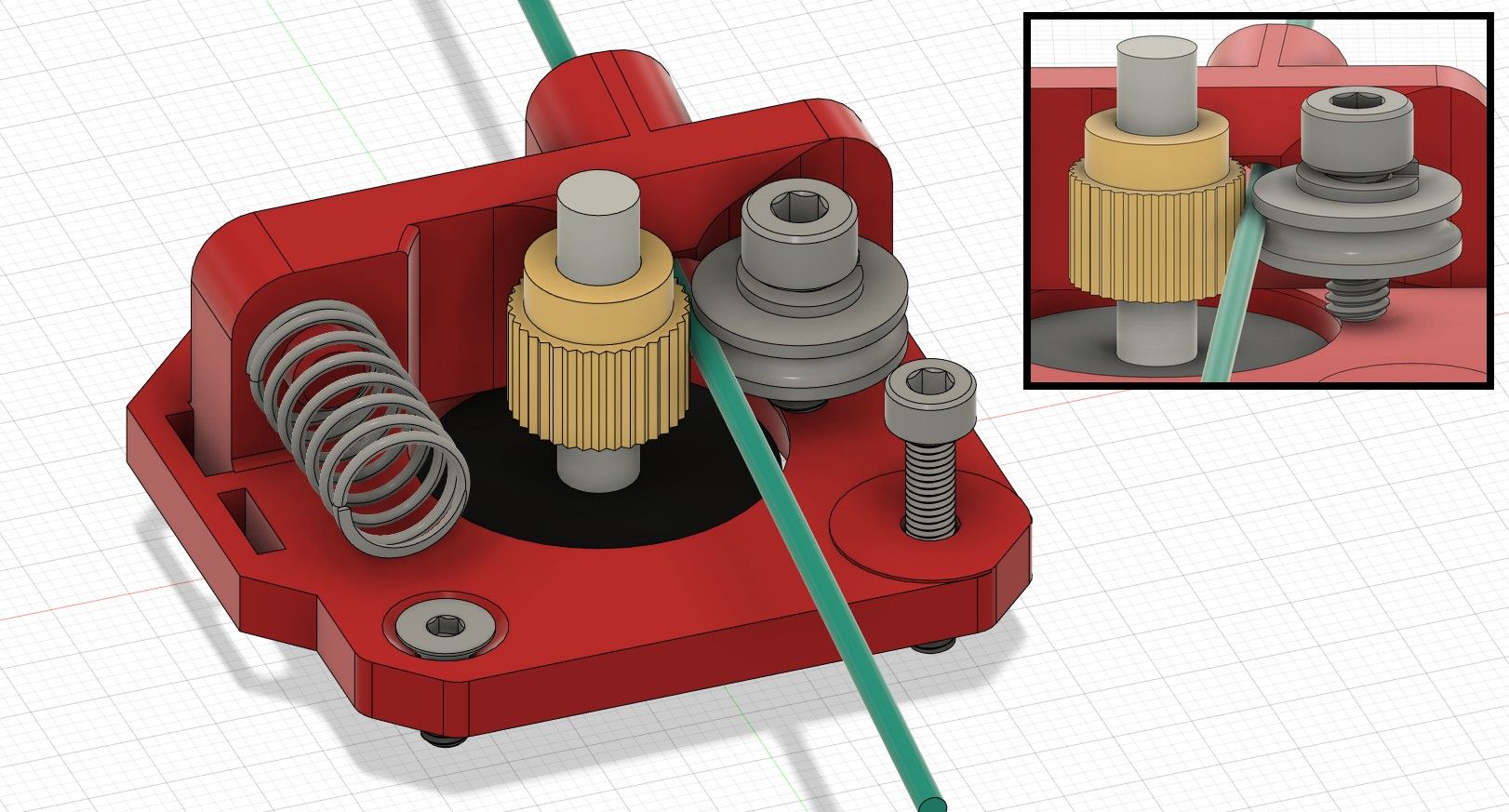
Заводской экструдер давит филамент только с одной стороны, применяя прямозубую шестерню, которая может его раздавливать. Это приводит к срыву и пропускам шагов при ретрактах.
Dual-drive — недорогая модернизация: две шестерни сцепляются с филаментом с обеих сторон. Шестерни обычно хоббированы (имеют нарезку), что даёт лучшее сцепление без разрушения филамента. Результат — более стабильная подача и лучшее качество слоёв.
Пружины стола и гибкая магнитная платформа
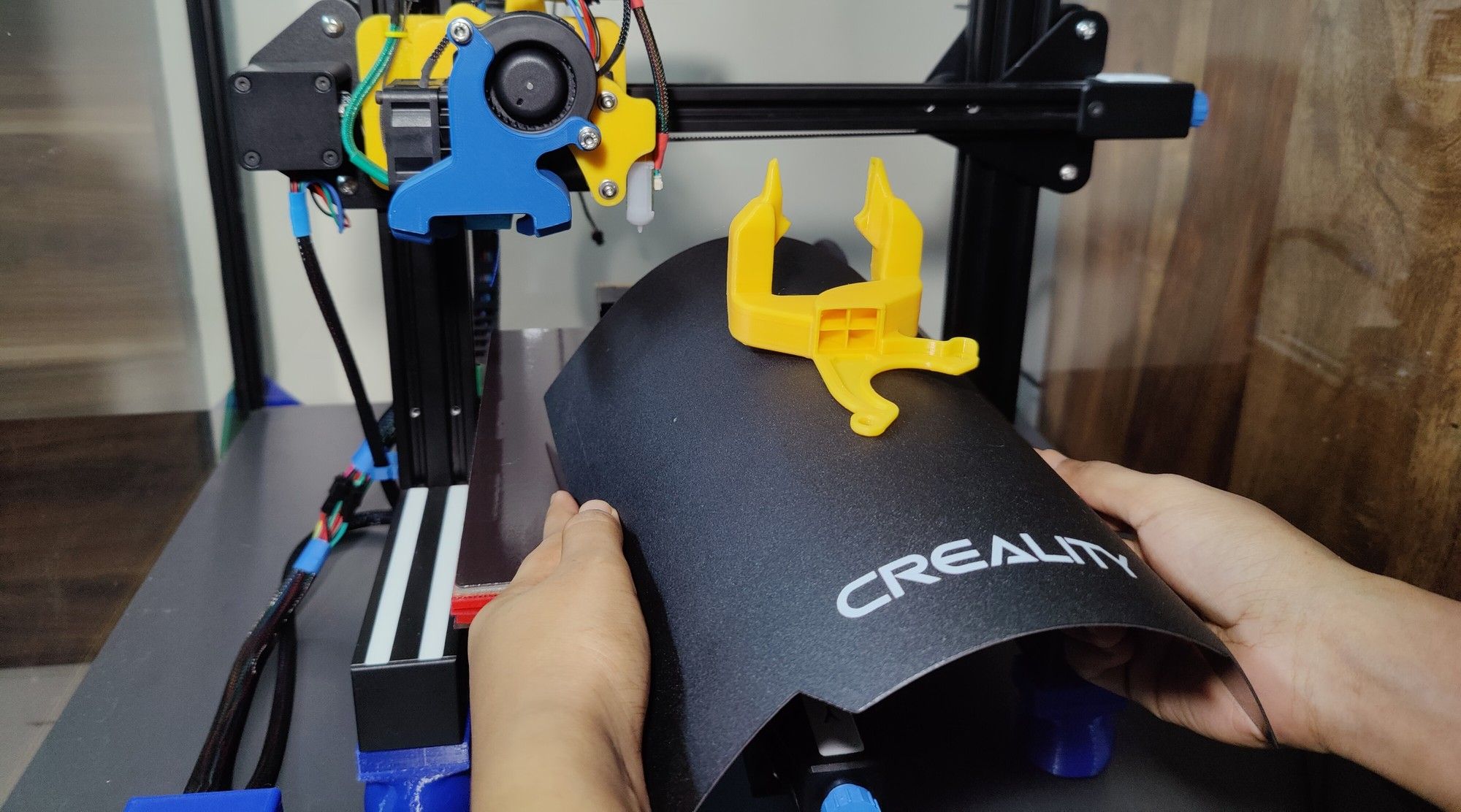
Выравнивание стола (tramming) критично для успеха печати. Заводские пружины мягкие, быстро проседают или теряют упругость.
Варианты:
- Замените пружины на более жёсткие — недорого и экономично.
- Установите гибкую магнитную платформу со сменным листом из пружинной стали — удобно отдирать отпечатки, сохраняется выравнивание.
Гибкие (spider) муфты валов
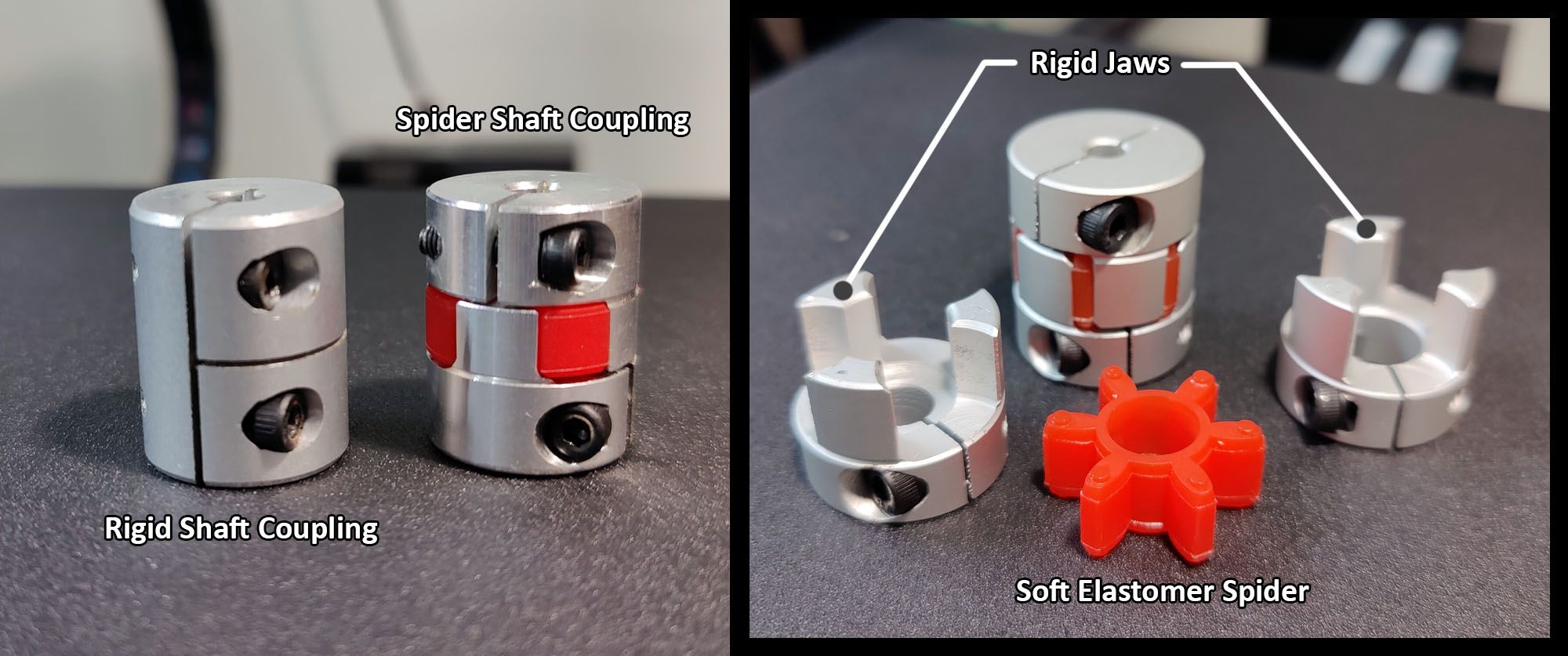
Жёсткие муфты целесообразны при идеальной геометрии, но малейшее биение или несовпадение осей ведёт к Z-banding и дополнительной нагрузке на мотор. Spider-муфты состоят из двух половинок и эластомерного «паука», который компенсирует небольшие смещения и гасит вибрации.
Преимущества:
- Снижают проявление Z-banding.
- Предохраняют двигатель и механические части при столкновениях: «паук» может частично разъединить валы, смягчив удар.
Пошаговая методика апгрейда (мини-SOP)
Подготовка:
- Соберите инструменты: ключи, отвёртки, пресс-клещи, паяльник, термоусадка, мультиметр.
- Сделайте фото заводской проводки и заводских соединений для отката.
- Подготовьте рабочее место с хорошей вентиляцией.
Безопасность питания (1–2 часа):
- Отключите питание и проверьте отсутствия напряжения.
- Установите обжимные гильзы на основные провода питания к плате и к подогревателю стола.
- Замените подозрительные XT60 на проверенные.
- Проверяйте каждое соединение мультиметром (континуитет, отсутствие короткого).
PTFE / хотэнд (0.5–3 часа):
- Если ставите all-metal — снимите фирменный пластиковый лайнер, установите новый хотэнд, перенастройте термистор/макросы при необходимости.
- Если оставляете PTFE, замените штатную трубку на Capricorn, корректируйте длину и закрепление.
Механика и подача (1–4 часа):
- Замените или напечатайте регулируемое крепление Z-мотора, проверьте соосность.
- Установите spider-муфту.
- Поменяйте экструдер на dual-drive или установите hobbed-шестерню и качественную муфту.
Платформа и финальная калибровка (0.5–2 часа):
- Установите более жёсткие пружины или гибкую магнитную платформу.
- Выполните автокалибровку/ручное выравнивание, печатайте тестовые калибровочные модели (тест куба, мосты, ретракт-тест).
Тестирование и приёмка (1–3 часа):
- Печатайте 3–5 тестовых моделей разных размеров и материалов.
- Проверяйте электрический нагрев клемм руками (после остановки) и замеряйте температуру при помощи тепловизора или контактного термометра при возможности.
Критерии приёмки:
- Отсутствие запахов плавления при температурах печати, соответствующих используемому материалу.
- Нет увеличения сопротивления или нагрева в клеммах после 30–60 мин работы при максимальных нагрузках.
- Отсутствие клинов, равномерная подача филамента и отсутствие Z-banding на тестовых моделях.
Модель принятия решений: когда апгрейдить и что в приоритете
flowchart TD
A[Начало] --> B{Печатаете PLA только?}
B -- Да --> C[PTFE замена на Capricorn; обжим гильз; муфта и пружины]
B -- Нет --> D{Планируете печатать PETG/ABS/нейлон?}
D -- Да --> E[All-metal хотенд; качественные PTFE/Capricorn как промежуточный шаг]
D -- Нет --> C
C --> F{Наблюдаете пропуски подачи/слип?}
F -- Да --> G[Dual-drive экструдер; hobbed gear; качественная муфта]
F -- Нет --> H{Есть Z-banding/шумы?}
H -- Да --> I[Spider-муфта; регулируемое крепление мотора Z; жёсткие пружины]
H -- Нет --> J[Переход к эстетике и автоматизации: BLTouch и dual Z]Роли и чек-листы
Начинающий:
- Обновить гильзы и проверить клеммы
- Заменить подозрительные XT60
- Поставить Capricorn PTFE
- Поменять пружины на более жёсткие
- Напечатать простое крепление для мотора Z
Хоббист/энтузиаст:
- Всё из списка начинающего
- Установить dual-drive экструдер
- Поставить spider-муфту
- Гибкая магнитная платформа
- Регулярно печатать тесты и вести журнал изменений
Продвинутый/полупрофессионал:
- Переход на all-metal hotend
- Апгрейд прошивки/контроллера при необходимости
- Автоматическое выравнивание стола (после освоения ручной калибровки)
- Мониторинг температуры и телеметрия для SLI/SLO печати
Кому и когда апгрейды не нужны (контрпример)
- Если вы печатаете исключительно PLA при комнатных температурах и печати небольших декоративных деталей, многие изменения (all-metal hotend, dual Z) избыточны.
- Если вы ограничены в бюджете и не собираетесь печатать материалы выше 210 °C, замените лишь критичные элементы безопасности и Capricorn PTFE.
Риски и пути их смягчения
Риски:
- Неправильная пайка при замене XT60 — короткое замыкание. Смягчение: практика на старых проводах, хорошая пайка, термоусадка, проверка мультиметром.
- Неподходящий all-metal хотенд — термистор/термопара могут менять калибровку. Смягчение: читать документацию, тестировать, иметь резервный комплект.
- Плохо установленные гильзы — слабый контакт. Смягчение: правильный инструмент и проверка на нагрев.
Факто-бокс: ключевые значения и рекомендации
- Температура начала риска для птиц: ~202 °C (395 °F)
- Температура выделения опасных частиц: ≈240 °C (464 °F)
- PLA обычно печатается < 210 °C
- Capricorn PTFE — рекомендованный апгрейд для PETG если нет all-metal
Короткая анкета для принятия решения
- Печатаете ли вы материалы выше 220 °C? Если да — думайте об all-metal хотенде.
- Есть ли у вас домашние птицы или чувствительные животные? Если да — избегайте PTFE, особенно при высоких температурах.
- Видите ли вы Z-banding или слышите механические удары? Если да — spider-муфта и выравнивание Z.
Тесты приемки и контроль качества
- Тест 1: 20-минутная печать при максимальной для вашего материала температуре — контроль нагрева клемм.
- Тест 2: Печать калибровочного куба 20×20×20 мм — проверка слоёв и сдвигов.
- Тест 3: Retract-test (столбики/пистончики) — проверка качества ретрактов и пропусков.
Критерии приёмки:
- Нет запаха горелого пластика при печати.
- Отсутствие видимых пропусков подачи филамента.
- Слой за слоем ровное наложение без полос Z-banding.
Совместимость и советы по миграции
- Capricorn PTFE совместим с большинством Bowden-систем Ender-3; убедитесь в длине и аккуратной подрезке.
- All-metal хотенды могут требовать изменений в прошивке или поддержке PID-тюнинга.
- Dual-drive и экструдеры сторонних производителей обычно поставляются с инструкцией по установке; проверяйте посадочные размеры и стойки.
Часто задаваемые вопросы
Насколько критично менять штатную PTFE-трубку?
Если вы печатаете только PLA и не держите рядом чувствительных животных, можно временно отложить апгрейд, но для PETG/ABS замена или переход на all-metal крайне рекомендуется.
Нужно ли сразу ставить BLTouch и dual Z?
Нет. Советы большинства опытных пользователей: сначала освоите ручную настройку и базовые механические апгрейды. Автоматические системы удобны, но скрывают причины проблем и усложняют отладку.
Как проверить, что XT60 оригинален?
Оригинальные разъёмы имеют плотную посадку, ровные контакты и ровный пластик. Если разъём греется при нагрузке — замените его.
Краткое объявление для сообщества (100–200 слов)
Ender-3 остаётся лучшим выбором по соотношению цена/возможности, но он выигрывает от системного апгрейда. Начните с мер безопасности: обжимные гильзы на проводах и качественные XT60 уменьшают риск возгорания. Для улучшения стабильности подачи филамента и качества слоёв установите dual-drive экструдер и качественные PTFE-муфты. Для печати PETG и выше замените штатную PTFE-трубку на Capricorn или перейдите на all-metal хотенд. Не торопитесь: делайте изменения по одному, тестируйте и фиксируйте результаты — так вы получите надёжный, безопасный и точный принтер без лишних затрат.
Итог
- Безопасность прежде всего: обжимные гильзы и качественные разъёмы — базовый минимум.
- PTFE — слабое место при высоких температурах; Capricorn или all-metal решают проблему.
- Механические апгрейды (spider-муфта, dual-drive, жёсткие пружины) заметно улучшают качество печати.
- Делайте апгрейды по одному, выполняйте тесты и фиксируйте результаты.
FAQ — быстрый список действий:
- Поменяйте гильзы и XT60
- Подумайте о Capricorn PTFE или all-metal хотенде
- Улучшите экструдер и муфты
- Поставьте гибкую платформу при частой работе с прилипанием
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
