Как избежать и устранить прыщики и пустоты в 3D‑печати
Кратко
Прыщики и пустоты снижают качество 3D‑изделий и могут появляться из-за неправильного филамента, ретракта, охлаждения или настройки принтера. В статье — пошаговые проверки, практические настройки, чек‑листы и стратегии постобработки для быстрого поиска и устранения причин.
Важно: внизу приведены контрольные списки для хоббиста и для малого производства, критерии приёмки и краткий глоссарий.
Что такое прыщики и пустоты
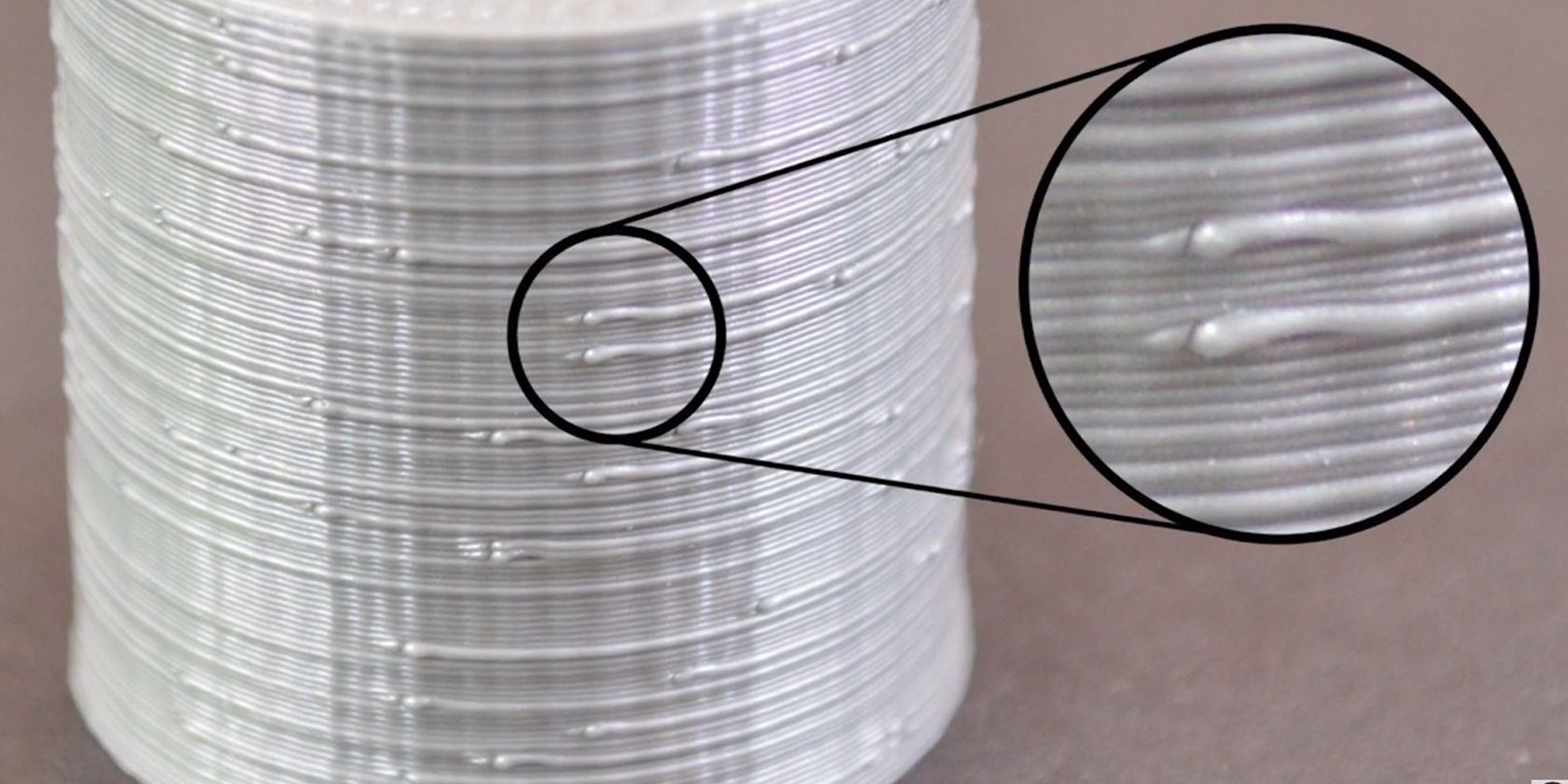
Прыщики — это небольшие бугорки или выпуклости на поверхности печатной детали. Они выглядят как локальные шарики пластика или неровности, часто встречаются на краях слоёв или в местах пересечения перемещений экструдера.
Пустоты — это полости внутри печатной детали. Они появляются, когда пластика недостаточно для заполнения внутреннего объёма или когда подача прерывается на этапе печати. Пустоты снижают прочность и могут незаметно повлиять на функциональность детали.
Ключевая идея диагностики — локализовать проблему: видна ли дефектная зона на поверхности, в слоях, по всему объёму или только возле переходов. Это помогает выбрать корректную стратегию исправления.
Основные причины и быстрые признаки
- Неправильный диаметр или влажный филамент — прыщики и дырки по всему периметру и внутри;
- Чрезмерный ретракт — пропуски и недостаточная подача после перехода;
- Недостаточное охлаждение — неровные слои и воздушные камеры между слоями;
- Засорённая сопло — периодические «прыжки» подачи и рваная поверхность;
- Слишком высокая скорость или некорректная калибровка подачи — неравномерный экструз.
1. Используйте правильный диаметр филамента
Почему это важно
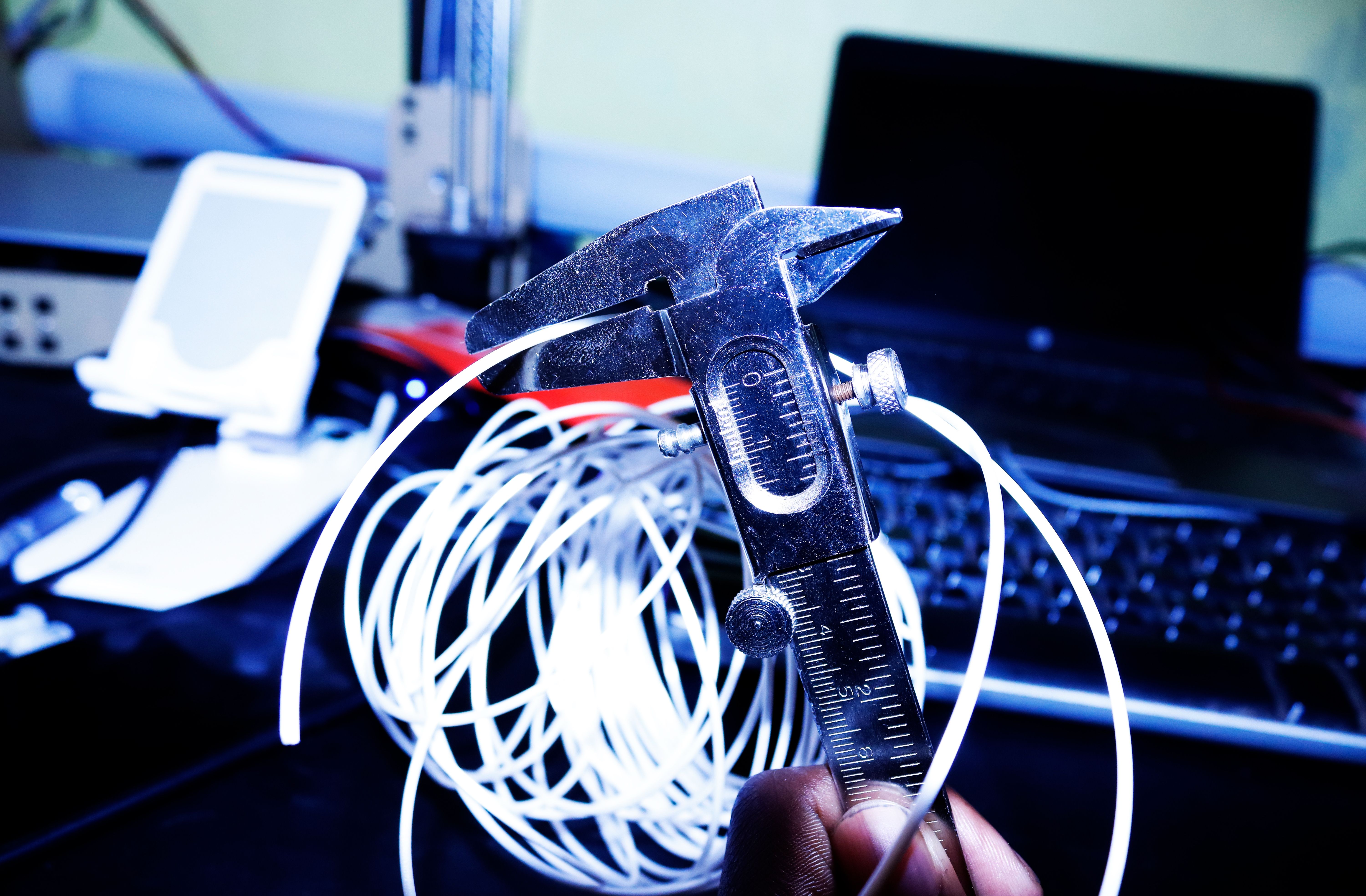
Филаменты обычно бывают двух стандартных диаметров — 1.75 мм и 2.85–3.00 мм. Если в настройках слайсера указан один диаметр, а на шпуле другой, подача будет неправильно рассчитываться и появятся как видимые прыщики, так и скрытые пустоты.
Что сделать
- Узнайте, какой диаметр поддерживает ваш экструдер и какую величину использует ваш слайсер;
- Измерьте филамент в нескольких местах штангенциркулем или калибратором — отклонения больше ±0.05 мм нужно учитывать в настройках потока;
- В слайсере укажите средний диаметр по измерениям или используйте профиль производителя.
Контрольные шаги
- Напечатайте калибровочный куб 20×20×20 мм и проверьте равномерность слоёв и внутреннее заполнение;
- Если появились пустоты, сначала проверьте диаметры и затем потоки подачи.
2. Избегайте чрезмерного ретракта
Краткое объяснение
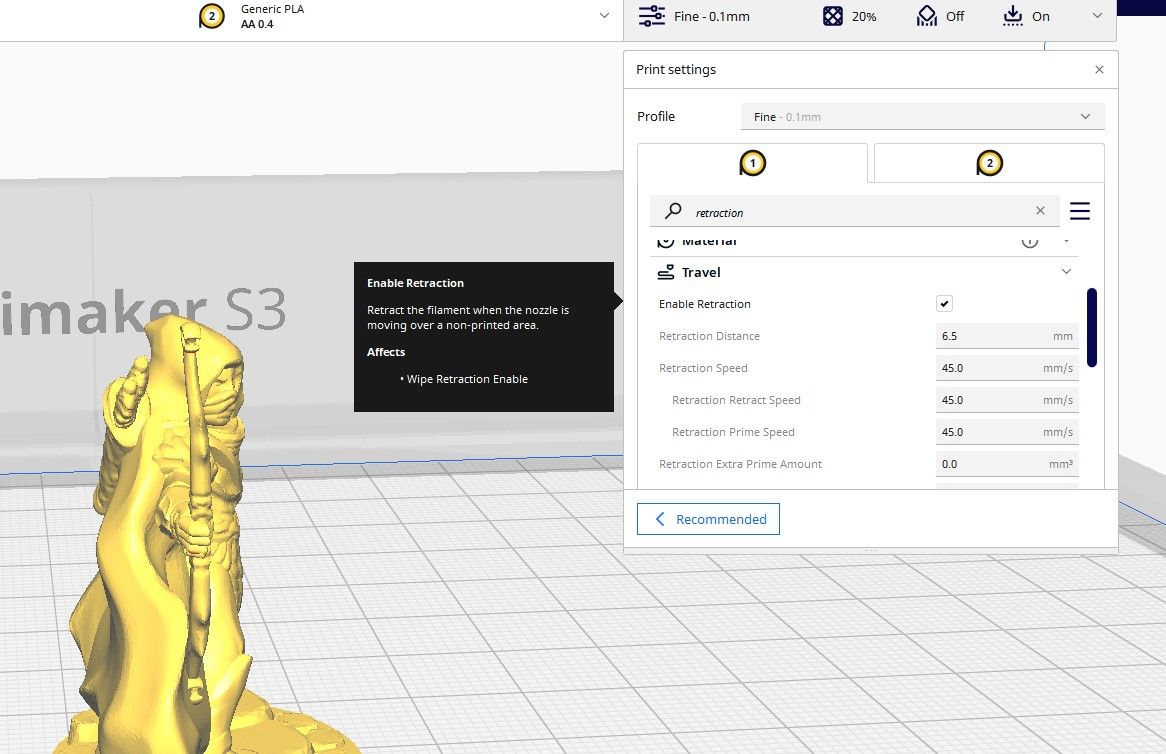
Ретракт — это втягивание филамента назад для предотвращения подтёков при перемещениях. Слишком большой ретракт может привести к тому, что экструдер не успеет своевременно подать пластик при повторной печати, особенно на длинных или многократных переходах.
Практические советы
- Начните с эталонных значений: для прямого экструдера 0.5–2.0 мм, для Bowden‑системы 4–7 мм. Это ориентиры, проверяйте на своей системе;
- Настраивайте скорость ретракта и расстояние пошагово: уменьшайте длину ретракта при появлении пустот после перехода;
- Используйте «колесо настройки ретракта» в слайсере или печатайте тестовые модели с множеством переходов.
Критерий приёмки
Переходы без пропаданий подачи и без дополнительных швов или шариков. Если после изменения ретракта дефекты не исчезают — проверьте сопло и подачу филамента.
3. Обеспечьте адекватное охлаждение
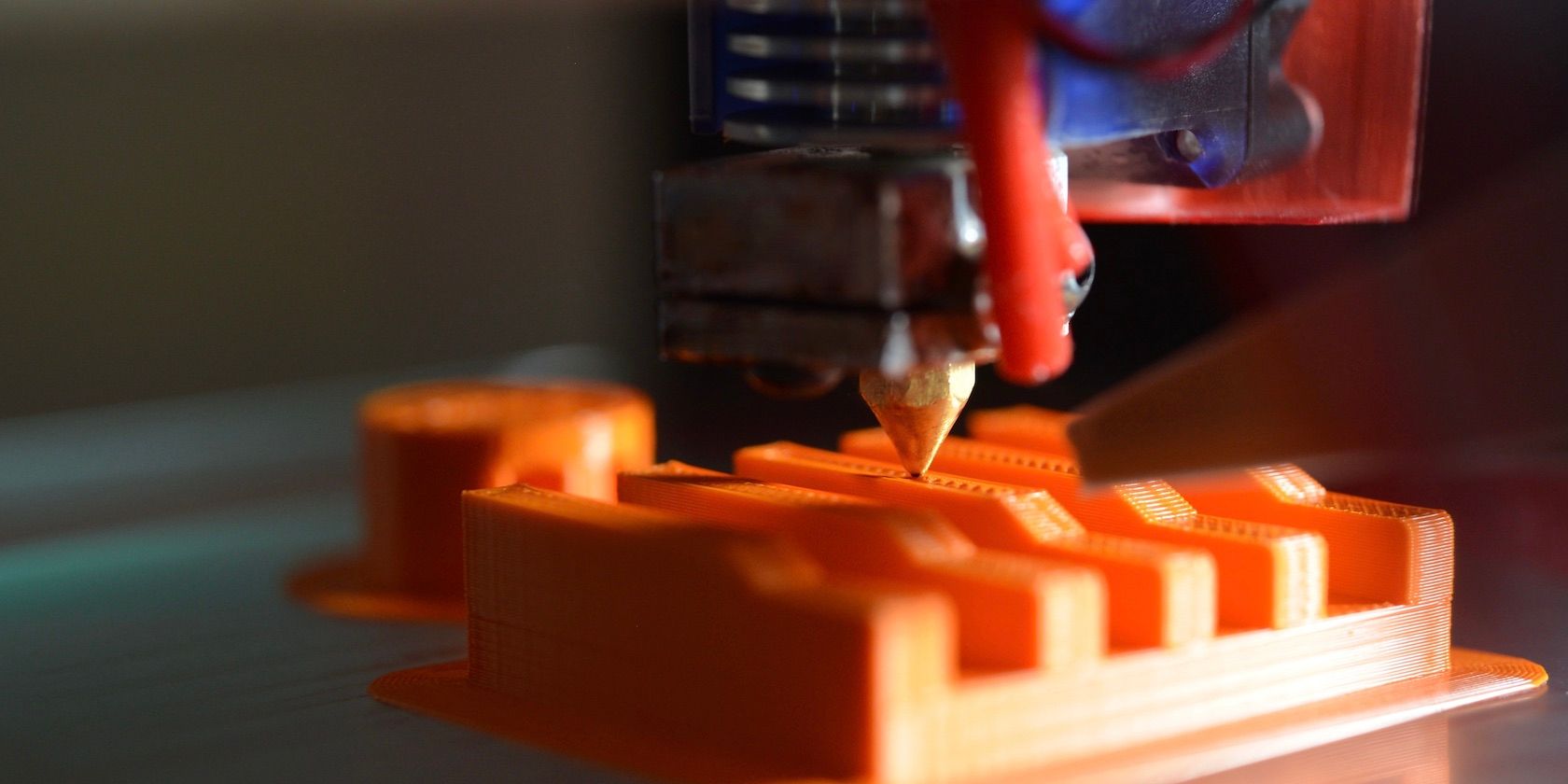
Недостаточное охлаждение приводит к тому, что расплавленный пластик не успевает затвердеть перед наложением следующего слоя. В результате слои дают микропустоты или неравномерную поверхность.
Рекомендации
- Включайте вентилятор охлаждения для изделий из PLA и сопоставимых материалов;
- Для материалов, чувствительных к температуре, находите баланс между слоем адгезии и охлаждением внешней оболочки;
- При печати мелких деталей уменьшайте поток печати или уменьшайте температуру на 5–10 °C и увеличивайте принудительное охлаждение.
Проверка
Печатайте деталь с тонкими стенками и наблюдайте за границами слоёв. Если края «текут», добавьте охлаждение или снизьте температуру печати.
4. Очистите сопло регулярно
Почему это помогает
Засоры и остатки полимеров создают нестабильную экструзию — подача то есть, то её нет, что проявляется как пустоты и бугорки.
Пошаговая очистка
- Охладите и снимите сопло согласно инструкции производителя;
- Замочите в изопропиловом спирте 15 минут, если материал допускает такую обработку;
- Очистите внешнюю поверхность латунной щёткой; используйте иглы или прочистители для внутренней полости;
- Просушите и аккуратно соберите обратно.
Важно
Некоторые сопла чувствительны к агрессивной химии. Всегда сверяйтесь с рекомендациями производителя филамента и принтера.
5. Следите за сухостью филамента
Проблема
Влага в филаменте при нагреве превращается в пар, что вызывает пузыри и неравномерную экструзию. Внешне это проявляется и как прыщики, и как внутренние пустоты.
Практики хранения
- Храните шпули в герметичных контейнерах с осушителем или в вакуумных пакетах;
- Для регулярной печати используйте осушающие коробки или филамент‑сушилки с контролем температуры;
- Для диагностики печатайте небольшой образец из новой шпули и сравните с предыдущими результатами.
Совет
Если сомневаетесь, прогрейте филамент в сушилке при рекомендованной производителем температуре в течение нескольких часов перед печатью.
6. Калибруйте принтер
Ключевые элементы калибровки
- Выравнивание стола и проверка высоты сопла;
- Калибровка подачи (E‑Steps) и проверка шага мотора экструдера;
- Корректная настройка скорости и ускорений;
- Проверка стабильности креплений, ремней и направляющих.
Почему это важно
Неправильная калибровка приводит к вариациям толщины слоя и неравномерной экструзии. Это увеличивает риск впадин и выступов на поверхности детали.
Чек‑лист калибровки
- Проверка шагов экструдера: отправьте 100 мм подачи и измерьте сколько реально выдавлено;
- Уровень стола: печать первого слоя должна быть ровной и с лёгким «липким» контактом;
- Проверка натяжения ремней и зазоров направляющих.
7. Подберите правильную скорость печати
Слишком высокая скорость снижает качество отложения пластика, слишком медленная — может вызвать избыточное нагревание и текучесть, особенно на мелких деталях.
Рекомендации
- Для начала используйте рекомендации производителя филамента и профиль принтера в слайсере;
- Проводите серию тестов скорости и смотрите на внешний вид периметра и внутреннее наполнение;
- При появлении пустот уменьшите скорость инфилл и периметров на 10–20% и проверьте результат.
Гайдлайн
Оптимальная скорость зависит от экструзионной системы, диаметров сопла и материала. Ориентируйтесь на стабильную экструзию без «рывков» и на поведение слоёв в зоне малых переходов.
8. Включите коастинг
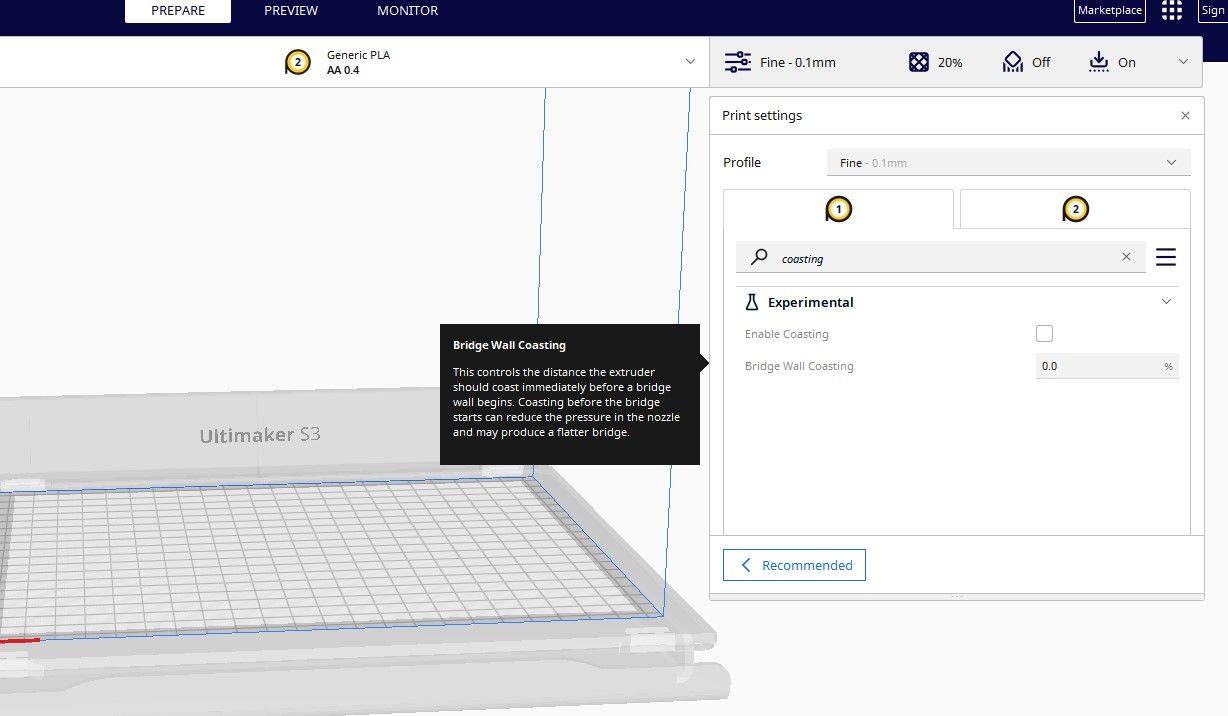
Что такое коастинг
Коастинг — это прекращение подачи пластика за несколько миллиметров до конца сегмента печати, что позволяет давлению в хотенде снизиться и избежать образования шариков на конце трассы.
Как настроить
- Включите коастинг в слайсере и начните с небольшой длины коастинга;
- Контролируйте совместно с ретрактом и настройками давления; коастинг помогает на системах с заметным эффектом «back pressure»;
- Печатайте тестовые части с большим количеством переходов и отслеживайте поверхность.
Когда не работает
Если проблема вызвана влажным филаментом или засором сопла, коастинг не устранит пустоты. Сначала проверяйте механические и материальные причины.
9. Используйте ободок (brim)
Зачем нужен ободок
Brim, тонкая окантовка у основания детали, увеличивает площадь сцепления с платформой, снижает риск отслоения и деформации, особенно у высоких или тонких моделей.
Преимущества
- Уменьшает смещения и деформации, которые приводят к локальным дефицитам пластика и, как следствие, к пустотам;
- Улучшает стабильность при первом слое и снижает напряжения в стенках.
Практика
Добавляйте ободок для больших или тонких деталей, для материалов с плохой адгезией, и снимайте его после печати с минимальными потерями поверхности.
Когда перечисленные методы не помогут
- Дефекты в модели: тонкие стенки, незакрытые объёмы или неправильно экспортированный STL приводят к постоянным пустотам;
- Неподходящий материал по назначению: некоторые инженерные пластики требуют иного принтера и режима печати;
- Износ механики: люфты в каретках, слабые редукторы экструдера или нестабильное питание требуют ремонта или замены оборудования.
В таких случаях правильный путь — проверка CAD‑модели, выбор другого материала или ремонт/модернизация принтера.
Альтернативные подходы и постобработка
- Механическая доработка: шлифовка и заполнение швов шпатлёвкой для пластика;
- Химическое выравнивание: ацетоном для ABS для глянцевого покрытия и удаления мелких дефектов;
- Проточная заливка: эпоксидное пропитывание для устранения внутренних пустот и повышения прочности;
- Изменение стратегии печати: печать с более плотным инфиллом или использование переменных толщин стенок.
Примечание
Любой метод постобработки снижает точность геометрии. Выбирайте метод в зависимости от целей: внешний вид или прочность.
Чек‑лист перед печатью (универсальный)
- Проверить диаметр филамента и задать его в слайсере;
- Проверить сухость филамента и условия хранения;
- Очистить сопло и проверить подачу на холостых ходах;
- Калибровать E‑steps и уровень стола;
- Напечатать тестовый куб или образец с переходами;
- Настроить ретракт, коастинг и охлаждение под материал.
Роли и обязанности (краткий список)
Для хоббиста
- Следовать чек‑листу перед печатью;
- Начинать с рекомендованных профилей и затем экспериментировать;
- Вести журнал настроек и результатов.
Для малой мастерской
- Ввести регламент проверки и хранения филамента;
- Проводить плановую профилактику сопел и подшипников;
- Вести базу профилей материалов и машин.
Критерии приёмки
- Внешние дефекты: отсутствие видимых прыщиков по периметру и на плоскостях;
- Внутренние дефекты: нет ощутимых пустот при контрольной нагрузке или резке образца;
- Функциональность: деталь выдерживает рабочую нагрузку в прототипном тесте.
Риск‑матрица и смягчение рисков
- Причина: влажный филамент. Риск: пустоты, пористость. Смягчение: хранение в гермоконтейнерах, сушка перед печатью.
- Причина: засор сопла. Риск: рывки подачи, прерывистая экструзия. Смягчение: регламент чистки, резервное сопло.
- Причина: неправильная модель. Риск: постоянные дефекты. Смягчение: проверка и ремонт модели в CAD, использование анализа толщин стенок.
Короткий глоссарий
- Ретракт — втягивание филамента назад для уменьшения подтёков.
- Коастинг — остановка подачи перед завершением сегмента для снижения давления в хотенде.
- E‑steps — количество шагов мотора экструдера на миллиметр подачи филамента.
Заключение и рекомендации
Появление прыщиков и пустот чаще всего связано с настройками подачи, состоянием филамента и механикой принтера. Начните с простых проверок — диаметр и сухость филамента, чистота сопла, базовая калибровка подачи и уровня стола. Затем последовательно тестируйте ретракт, коастинг и охлаждение. Для серийного производства введите регламенты хранения и обслуживания, а также контроль качества по критериям приёмки.
Краткая инструкция для быстрого устранения
- Измерьте филамент и проверьте влажность;
- Очистите сопло и проверьте E‑steps;
- Напечатайте тестовый куб и скорректируйте ретракт и коастинг;
- При необходимости примените постобработку.
Если после всех шагов дефекты сохраняются, проверьте модель и рассмотрите ремонт или апгрейд механики принтера.
Сводка
- Правильный диаметр и сухость филамента — базовые условия качества;
- Ретракт и коастинг корректируются экспериментально и зависят от системы экструдера;
- Регулярная чистка сопла и калибровка принтера сокращают количество пустот и прыщиков;
- Для производства нужен регламент контроля и хранения материалов.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
