Дизайн для аддитивного производства: руководство и практические советы
Аддитивное производство (AM) открывает широкие возможности для создания сложных геометрий и функциональных деталей. Вместе с тем проекты для 3D-печати требуют учёта особенностей технологии: направленности слоёв, ограничений оборудования и свойств материалов. В этом руководстве объяснено, как адаптировать CAD-модель, провести базовую проверку и подготовить изделие к печати.
Что такое аддитивное производство?
Аддитивное производство (AM), чаще называемое 3D-печатью, создаёт объекты путём послойного нанесения материала до получения готовой формы. Технология развивается с 1980-х годов и включает несколько процессов: FDM/FFF (плавление нити), SLA/DLP (полимеризация смолы), SLS (спекание порошка), MJF и металлопечать (L-PBF, DED) и др.
Краткое определение: аддитивное производство — способ изготовления, при котором объект создаётся путём последовательного добавления материала.
Преимущества AM кратко:
- Быстрая итерация от идеи к прототипу.
- Широкая свобода формы и интеграция функций.
- Малая потребность в инструментах (нет штампов/матриц).
- Экономичность малых серий и индивидуальных изделий.
- Меньше отходов при многих технологиях по сравнению с фрезеровкой.
Важно: выбор технологии и материала напрямую влияет на допуски, механические свойства и стоимость готового изделия.
Основные принципы проектирования для AM
Ниже — подробные практические правила и проверки, разделённые по темам. Каждая секция содержит конкретные рекомендации и варианты решения проблем.
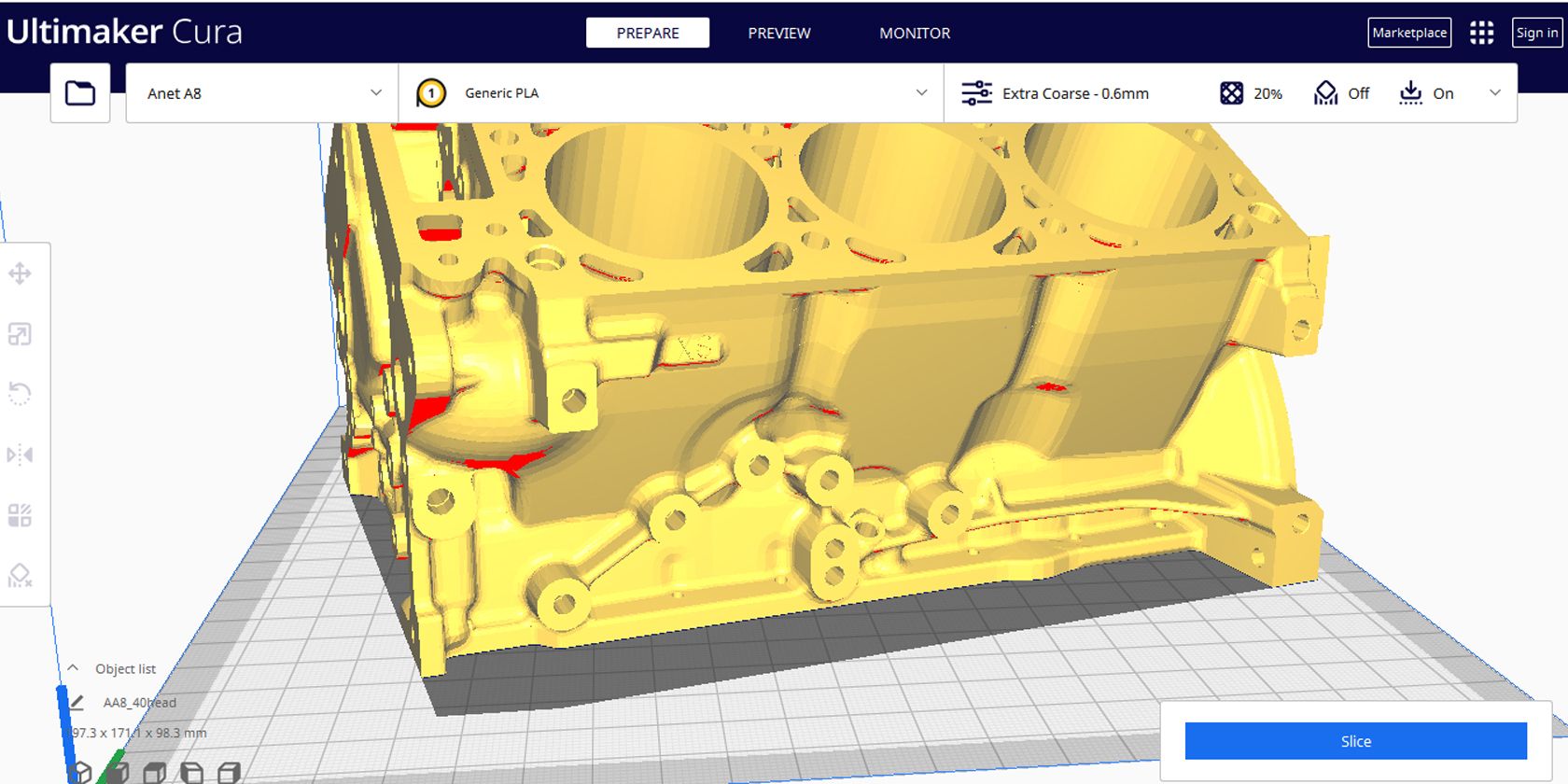
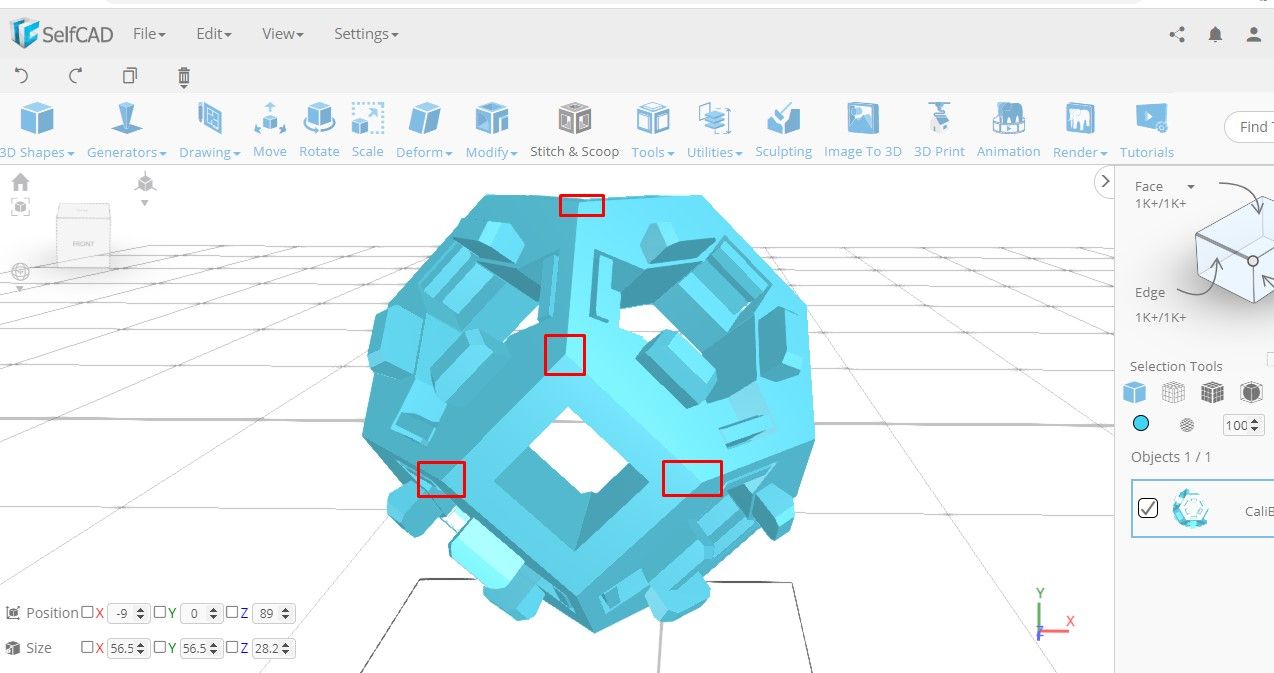
1. Обеспечьте водонепроницаемость 3D-модели
Что значит «водонепроницаемая модель»: в терминах 3D-моделирования — это манипулируемая, «бездырочная», замкнутая (watertight, manifold) сетка, где каждая грань имеет два соседа и нет незамкнутых кромок.
Практические шаги:
- Проверяйте мантифолдность (manifold) в CAD/слайсере. Большинство слайсеров и 3D-редакторов умеют сообщать о «неводонепроницаемых» местах.
- Закрывайте каналы и пустоты логическими булевыми операциями. Удаляйте дублирующиеся вершины и пересекающиеся полигоны.
- Для сложных внутренних полостей добавляйте контролируемые дренажные каналы или вентиляционные отверстия, если предполагается пост-обработка или удаление опор.
- Балансируйте разрешение сетки: слишком грубая сетка создаст ступенчатые дефекты, слишком плотная — затруднит редактирование и увеличит время обработки.
- Используйте материалы с подходящей коррозионной/водостойкой характеристикой, если изделие должно выдерживать воздействие жидкости.
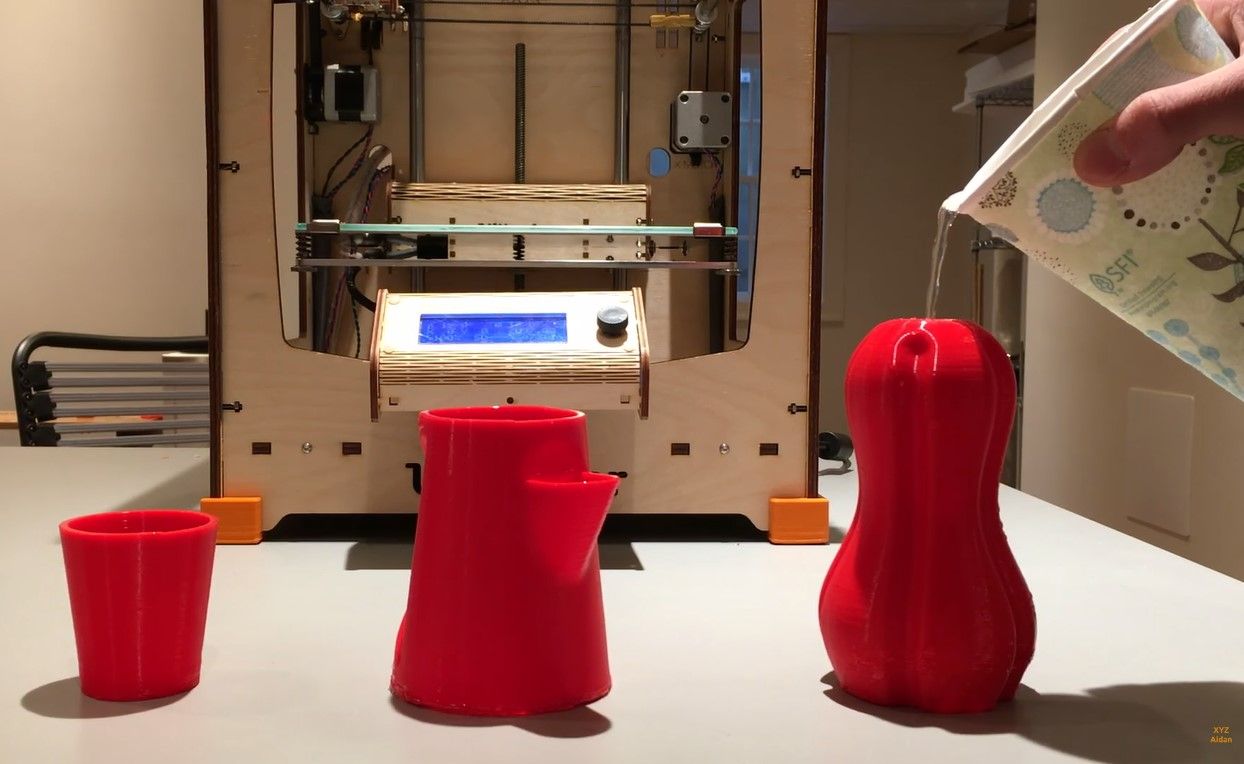
Когда это критично: корпуса электроники, гидравлические компоненты, водопроводные фитинги и предметы, где контакт с жидкостью ожидаем.
Краткие советы по испытанию: перед большой серией напечатайте контрольный образец и выполните тест заполнения водой или давление воздуха.
2. Контроль усадки и коробления
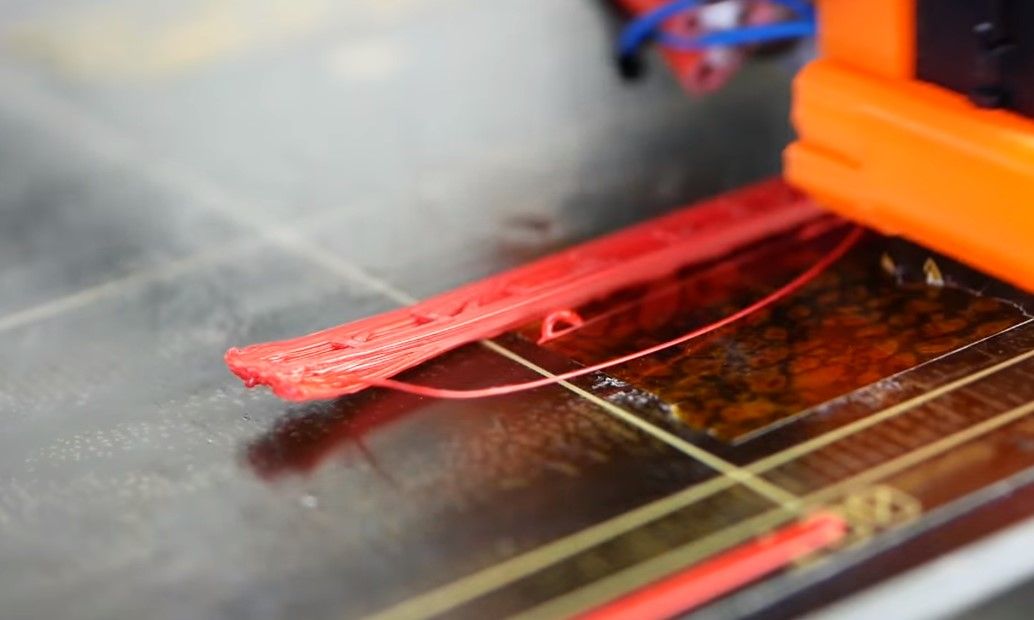
Усадка и коробление (warping) возникают из-за неравномерного остывания или усадки материала в процессе печати и постобработки. Это особенно важно для термопластов (например, ABS), металлов и крупных деталей.
Как снизить риски:
- Подбирайте оптимальную ориентацию детали на платформе. Ориентация влияет на направление слоёв и тепловые градиенты.
- Используйте подложки и подогреваемые столы, клеевые покрытия и адгезивы, если речь о FDM.
- Применяйте постепенное охлаждение и, при необходимости, термообработку (annealing) для стабилизации напряжений в материале.
- Включайте компенсацию усадки в процессе разработки, если материал имеет предсказуемый коэффициент усадки.
- Для металлической печати учитывайте процессы уплотнения и жаровую усадку при выборе допусков.
Когда проверять: симулируйте процесс или печатайте прототипы в реальных условиях перед запуском в серию.
3. Учитывайте нависания и мосты
При печати слой опирается на предыдущий. Нависания (overhangs) и мосты (bridges) требуют поддержки или особенной геометрии.
Практические рекомендации:
- Минимизируйте углы нависаний ниже допустимого для выбранной технологии. Для многих FDM-принтеров безопасный предел — около 45° от вертикали, но это зависит от принтера и материала.
- Проектируйте опоры и точки контакта так, чтобы их было легко удалить без повреждения поверхности.
- Для мостов увеличьте скорость, используйте корректные параметры охлаждения и короткие расстояния между опорными точками.
- Рассмотрите изменение ориентации детали, чтобы критичные поверхности печатались без опор.
Альтернатива: если опорные структуры неприемлемы, используйте технологию, где опоры легко удаляются (например, растворимые опоры для некоторых SLA/FDM-систем).
4. Укрепляйте модель с учётом анизотропии
Аддитивные детали часто анизотропны: свойства зависят от направления слоёв. Это нужно учитывать при расчёте прочности и располагать слои так, чтобы минимизировать критические нагрузки поперёк слоёв.
Рекомендации по конструкции:
- Ориентируйте слои перпендикулярно направлению основного растягивающего усилия, если это улучшит сопротивление расслоению.
- Увеличьте толщину стенок и количество наружных оболочек (shells/perimeters) для повышения прочности краёв.
- Выбирайте режимы заполнения (infill pattern и плотность) в зависимости от требуемой жёсткости и веса. Примеры: треугольник, honeycomb, gyroid.
- Для нагруженных узлов используйте ребра жёсткости, закругления переходов и радиусы, чтобы избежать концентрации напряжений.
Когда материал критичен: при изготовлении функциональных деталей, крепежа, подвижных соединений.
5. Предел разрешения и мелкие детали
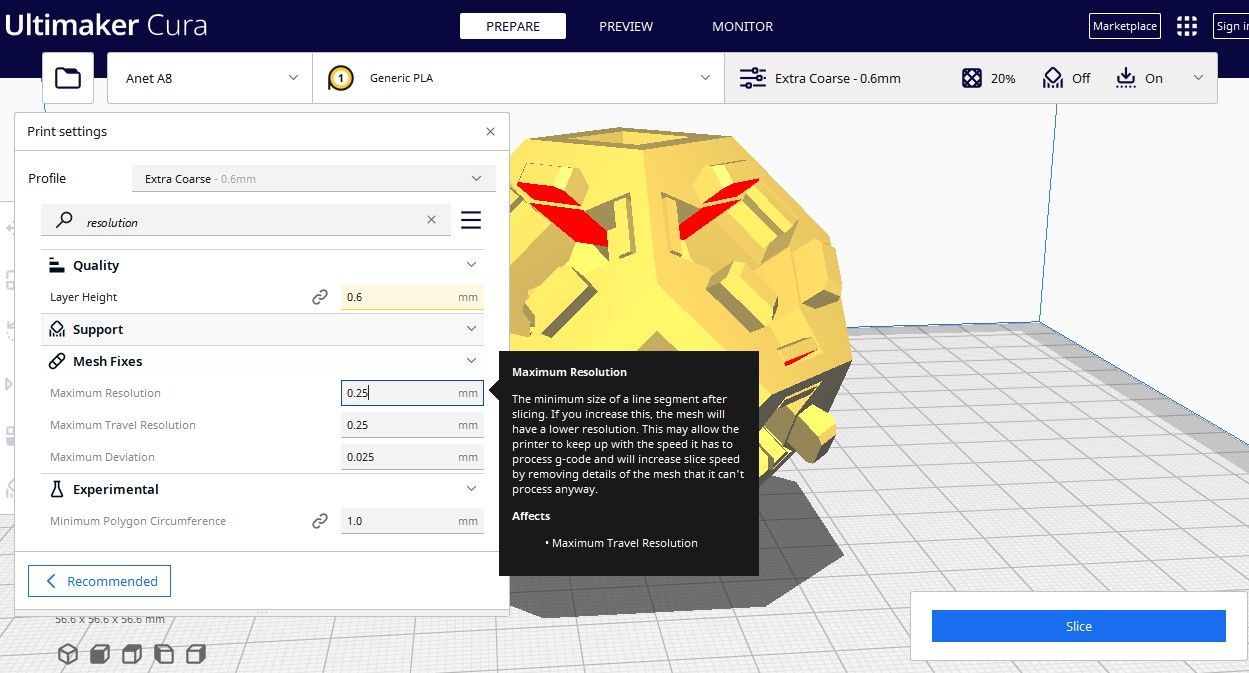
Разрешение определяет минимально воспроизводимый размер признака. Оно зависит от диаметра сопла, шага слоя, точности привода и типа процесса.
Практические правила:
- Знайте минимальные размеры признаков для выбранной технологии и сопла. Часто минимальный деталь — диаметр сопла/2 для FDM, но мелкие детали зависят от стабильности подачи и усадки.
- Не проектируйте зазоры меньше, чем минимально рекомендуемые для посадки/сборки (clearance). Для резьбы и вкладышей используйте стандартные допуски для AM.
- Для высоких точностей используйте SLA/металлическую печать или уменьшите высоту слоя (layer height).
- Помните: увеличенное разрешение повышает время печати и стоимость.
6. Предусмотрите технологические отверстия и вентиляцию
При печати полых деталей внутри могут оставаться несвязанные частицы или опоры. Технологические отверстия (escape holes, drain holes) позволяют удалить материал, вытеснить воздух и обеспечить успешную постобработку.
Практические советы:
- Добавляйте направленные отверстия в низких точках полостей для слива жидкостей или удаления несвязанного порошка.
- Подумайте о доступе инструментов для удаления опор или для механической обработки после печати.
- Размер отверстий должен соответствовать процессу: для порошковых технологий отверстие должно позволять выйти ненапечатанному порошку.
7. Избегайте подрезов и острых углов
Острые углы и подрезы создают концентрации напряжений и трудности при печати. Они также затрудняют удаление опор и приводят к хрупкости краёв.
Рекомендации:
- Филируйте острые внутренние и внешние углы (добавляйте радиусы 0.5–2 мм в зависимости от масштаба).
- Избегайте глубоких подрезов; вместо них используйте сборные конструкции или подвижные элементы с допусками.
- При необходимости подреза проектируйте его как отдельную съёмную деталь.
Тестирование проекта перед печатью
Тестирование — обязательный шаг.
Минимальная проверочная программа:
- Печать контрольного образца (miniaturized prototype) для проверки посадок и зазоров.
- Тест прочности (нагрузка/скалывание) на критических соединениях.
- Визуальная и измерительная инспекция ключевых размеров (штангенциркуль, калибры).
- Проверка функциональности: сборка, подвижность, герметичность по необходимости.
Совет: перед запуском партии сделайте «первичную статью» (first article): полноценную печать с полной постобработкой и всеми проверками.
Добавленная практическая ценность
Ниже — набор инструментов, чек-листов и методик, которые помогут внедрить DfAM в рабочий процесс.
Быстрая методика итеративного дизайна (mini-methodology)
- Идея → грубая CAD-модель (функция важнее формы).
- Первичная проверка на мантифолдность и зазоры.
- Мини-прототип (экономичный материал/низкое разрешение).
- Анализ дефектов: деформация, посадки, опоры.
- Корректировка геометрии / ориентации / стенок / заполнения.
- Финальный тест в производственном материале.
- Запуск в ограниченную партию и сбор обратной связи.
SOP для подготовки файла к печати (шаги)
- Экспортировать модель в формате, поддерживаемом слайсером (STL/OBJ/3MF).
- Проверить и починить сетку (убрать пересечения, дубли, создать мантифолд).
- Назначить ориентацию и рассчитать опоры в слайсере.
- Настроить параметры печати: слой, температуру, скорость, заполнение, оболочки.
- Включить контрольные точки: первый слой, поддерживающая структура, вентилятор охлаждения.
- Запустить пробную печать и зафиксировать результаты в журнале.
Ролевые чек-листы
Дизайнер:
- Проверил мантифолдность и отсутствие пересечений.
- Добавил радиусы на переходах и отступы на сложных участках.
- Указал рекомендуемую ориентацию и требуемую поверхность.
Оператор принтера:
- Подготовил машину: чистая платформа, правильный материал, проверенные настройки.
- Проверил адгезию первого слоя.
- Записал параметры печати и время.
Контроль качества:
- Провёл измерения ключевых размеров.
- Выполнил механические тесты, если требуются.
- Проверил соответствие внешнего вида и функциональности.
Критерии приёмки
| Критерий | Метод проверки | Тревожный показатель |
|---|---|---|
| Геометрическая точность | Измерение штангенциркулем/Копировальным калибром | Отклонение > проектного допуска |
| Герметичность | Тест заполнением водой/давлением | Протечка или падение давления |
| Механическая прочность | Стандартный тест на растяжение/нагрузку | Трещина или расслоение при рабочей нагрузке |
| Внешняя поверхность | Визуальный осмотр | Крупные наплывы, остатки опор на критических поверхностях |
Тестовые случаи и сценарии приёмки
- Сборка: часть A должна совместно собираться с частью B без дополнительной обработки.
- Нагрузка: деталь выдерживает пиковую нагрузку без пластической деформации.
- Температура: при рабочей температуре материал не теряет форму.
- Окружающая среда: деталь, контактирующая с жидкостью, остаётся работоспособной.
Справочные числа и рекомендации (факт-бокс)
- Типичные диаметры сопел для FDM: 0.2–1.2 мм, стандарт 0.4 мм.
- Общие высоты слоёв: от 0.05 до 0.4 мм в зависимости от технологии.
- Безопасный предел нависаний для многих FDM-принтеров: ~45° (зависит от принтера и охлаждения).
- Заполнение (infill) для функциональных деталей: 20–60% в зависимости от нагрузок.
Примечание: эти числа ориентировочные — проверяйте согласно оборудованию и материалу.
Когда DfAM не подходит или даёт худший результат
- Массовое производство одинаковых деталей большого объёма экономичнее традиционными методами (штампы, литьё).
- При очень жёстких допусках по форме и поверхностям выгоднее обработка металла или литые формы с последующей механической обработкой.
- Для особо тонкостенных крупных изделий риск коробления слишком высок без дорогостоящего оборудования и контроля температуры.
Альтернативные подходы
- Гибридные процессы: напечатать грубую форму и дообработать фрезеровкой.
- Модульный дизайн: разделить сложную геометрию на несколько частей для печати и последующей сборки.
- Использование сменных опор (растворимые материалы) для сложной внутренней геометрии.
Диагностическое дерево решений (Mermaid)
flowchart TD
A[Есть функциональные нагрузки?] -->|Да| B[Требуются механические испытания]
A -->|Нет| C[Прототип/визуальная модель]
B --> D{Материал металл?}
D -->|Да| E[Выбрать металлопечать, учесть усадку]
D -->|Нет| F[Рассмотреть FDM/SLA/SLS по допускам]
F --> G{Есть внутренние полости?}
G -->|Да| H[Добавить escape holes и продумать опоры]
G -->|Нет| I[Оптимизировать ориентацию и заполнение]
C --> IОднострочный глоссарий
- Overhang — нависание: участок, печатающийся без опоры под ним.
- Manifold — мантифолд: замкнутая корректная сетка без дыр.
- Infill — заполнение: внутренний каркас детали.
- Shell/Perimeter — оболочка: внешний слой модели.
- Bridging — мосты: печать между двумя опорами без промежуточных опор.
Практические рекомендации по миграции и совместимости
- Поддерживайте библиотеку профилей печати для каждого принтера и материала.
- Документируйте параметры: сопло, слой, температура, скорость, охлаждение, ретракты.
- При смене технологии (например, FDM → SLA) проверьте критические зазоры и пересчитайте допуски.
Важные замечания
Важно: не все материалы и технологии подойдут для каждой функции. Выбор определяется требованиями к прочности, точности, поверхности и стоимости. Всегда выполняйте реальное тестирование в производственных условиях.
Примечание: при работе с материалами и оборудованием соблюдайте требования безопасности и инструкции производителей.
Краткое резюме
- Проектирование для аддитивного производства требует внимания к мантифолдности, усадке, нависаниям, анизотропии и разрешению.
- Итеративное тестирование и контрольные печати снижают риски и экономят средства.
- Используйте чек-листы, SOP и критерии приёмки для стандартизации процесса.
Рекомендации для следующего шага: подготовьте прототип по этому руководству, выполните базовые тесты и задокументируйте результаты. Это позволит понять ограничения выбранной технологии и оптимизировать деталь перед серийным производством.
Ключевые контакты и литература: обратитесь к документации производителя принтера и материалы для точных допусков и режимов печати. Помните, что лучшие решения получаются итеративно — проектируйте, печатайте, измеряйте, корректируйте.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
