Калибровка экструдера 3D‑принтера для точной подачи филамента
Чтобы получить максимальное качество от вашего FDM 3D‑принтера, важно правильно откалибровать экструдер. Калибровка обеспечивает «золотую середину» подачи филамента — не слишком много и не слишком мало. Правильная подача улучшает адгезию первого слоя, уменьшает ниточки и дефекты, а также делает итоговые детали аккуратнее.
Ниже приведён подробный, пошаговый план калибровки экструдера, дополненный объяснениями, сценариями отладки, проверками приёмки и вспомогательными методиками.
Почему калибровка экструдера важна
Если у вас плохо прилипает первый слой, наблюдаются пузыри, нити или слоистость, то неправильная подача филамента — частая причина. При недостаточной подаче (under‑extrusion) слои могут расслаиваться, деталь становится хрупкой и появляются пробелы. При избыточной подаче (over‑extrusion) излишки филамента создают уплотнения, деформации и видимые наплывы.
Калибровка экструдера решает эти проблемы на программном и механическом уровнях: вы гарантируете, что команда «экструзия 100 мм» действительно приведёт к выдаче 100 мм филамента. Это особенно важно при смене сопла, редуктора, профиля филамента или после обслуживания экструдера.
Важно: калибровать требуется и для Bowden, и для direct‑drive систем. Переход на новый тип филамента (TPU, PETG, ABS) или замена шагового двигателя также являются поводом для повторной проверки.
Что понадобится

- FDM 3D‑принтер
- Филамент (тот, которым печатаете обычно)
- Штангенциркуль (верньер) с делениями миллиметров
- Фломастер или маркер контрастного цвета
- Компьютер с доступом к терминалу принтера (USB или OctoPrint)
Совет: используйте тот же филамент и температуру сопла, с которыми обычно печатаете важные детали — это уменьшит отклонения при реальной печати.
Шаг 1. Загрузка филамента
Разогрейте сопло до рабочей температуры для вашего филамента и загрузите нить согласно инструкции производителя принтера. Подождите, пока из сопла начнёт вытекать филамент, и очистите край сопла салфеткой или пинцетом, чтобы удалить засохшие остатки.
Важно: сопло должно быть нагрето в процессе экструзии, иначе пластик не проходит и измерения будут неверными.
Шаг 2. Подключение принтера к компьютеру
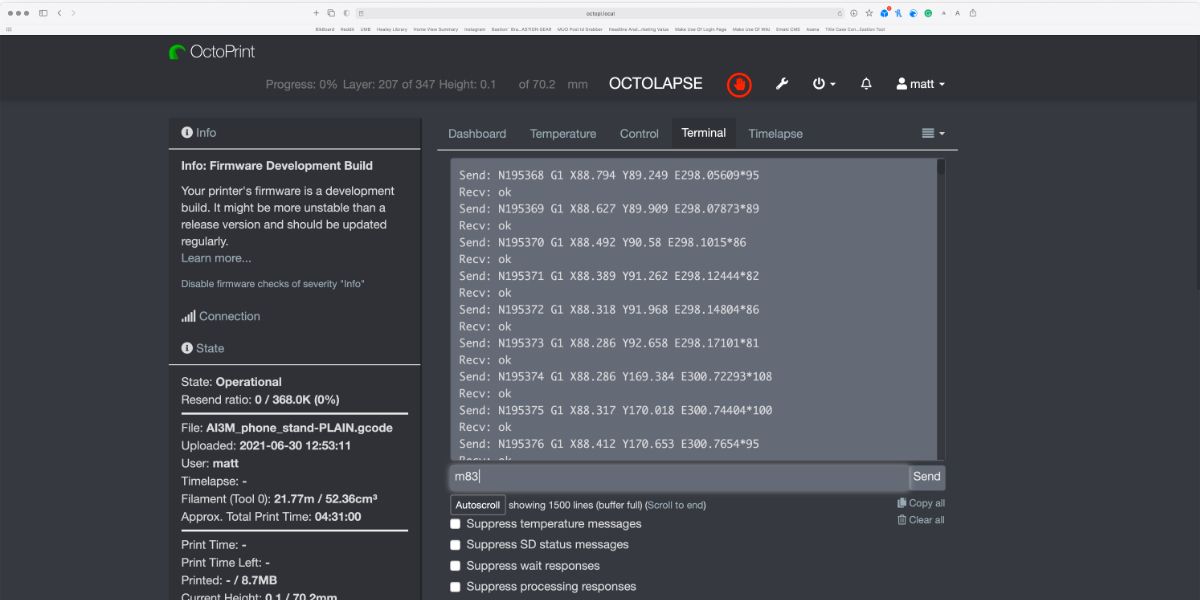
Подключите принтер к компьютеру через USB или используйте OctoPrint/сеть. Откройте терминал (прямой доступ к G‑code). Перед началом переведите принтер в относительный режим подачи команд экструдера, отправив команду:
M83Отправка G‑код команд и вывод терминала необходимы для точного управления экструдером и отслеживания ответов прошивки.
Шаг 3. Разметка и измерение филамента

Установите штангенциркуль на 120 мм и измерьте от входа экструдера или датчика обрыва филамента до конца нити. Поставьте маленькую метку маркером на точке 120 мм. Метка должна быть заметной и стабильной — не ставьте её слишком близко к прутку, чтобы её можно было точно измерить позже.

Почему 120 мм? Мы измеряем запас 20 мм после экструзии 100 мм — это упрощает вычисления и уменьшает влияние зазоров в механике.
Шаг 4. Экструзия 100 мм филамента
После разметки отправьте команду для экструзии 100 мм филамента. В терминале введите:
G1 E100 F100Где E100 — запрос на выдачу 100 мм, F100 — скорость подачи (можно менять, но не слишком быстро; 100 мм/мин безопасно). Процесс займет около минуты. Наблюдайте, чтобы филамент действительно проходил и сопло не глушилось застреванием.
Шаг 5. Повторное измерение

После завершения экструзии измерьте расстояние от входа экструдера или датчика до вашей метки. Ожидаемое расстояние — примерно 20 мм. Если вы видите ровно 20 мм, калибровка не требуется.
- Если расстояние больше 20 мм — вы недоподаёте (under‑extrusion). Принтер выдал меньше филамента, чем нужно.
- Если расстояние меньше 20 мм — вы переподаёте (over‑extrusion). Принтер выдал больше филамента, чем нужно.
Не переживайте — следующий шаг покажет, как вычислить правильное значение шагов на мм.
Шаг 6. Расчёт правильного значения шагов на мм
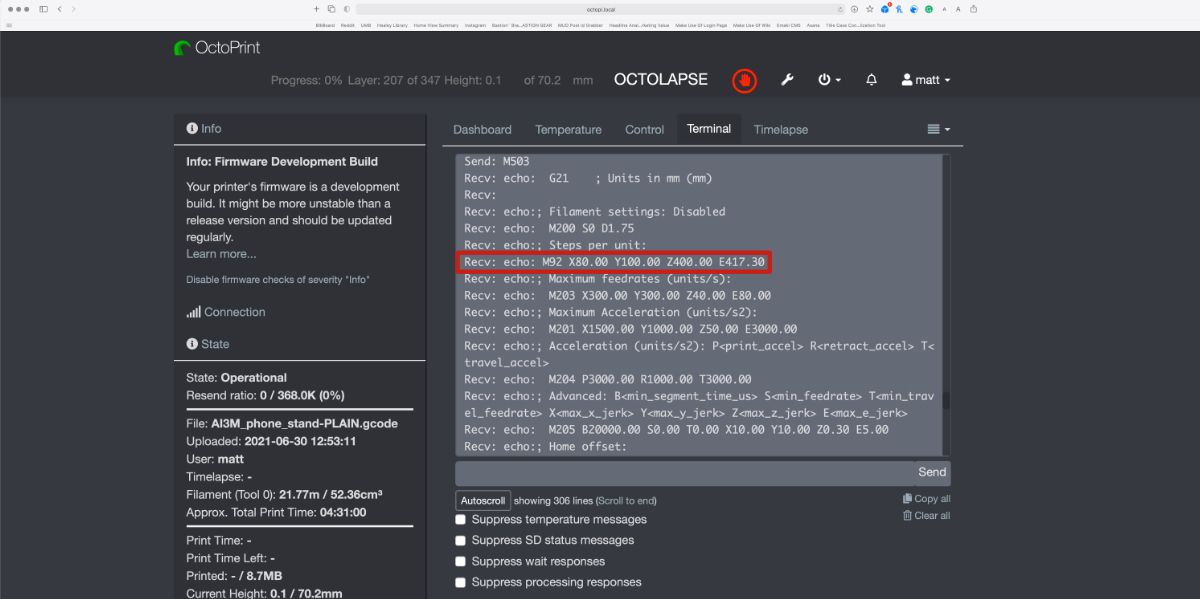
- Получите текущие настройки шагов на мм вашей прошивки. Отправьте в терминале:
M503В выводе найдите строку с echo: M92. В этой строке есть значение E, например E417.30 — это текущее значение шагов/мм экструдера.
- Вычислите фактическое количество выданных миллиметров филамента:
Фактическое мм = 120 - измеренное расстояние после экструзииПример: если после экструзии вы измерили 22 мм, то фактические выданные мм = 120 − 22 = 98 мм.
- Вычислите реальное количество шагов, которое эктрудер сделал для этой экструзии:
Шаги_фактические = E_текущее × 100Если Eтекущее = 417.30, то Шагифактические = 417.30 × 100 = 41 730 шагов.
- Получите новое корректное значение шагов/мм:
E_новое = Шаги_фактические / Фактическое ммВ примере: E_новое = 41 730 / 98 ≈ 425.81 шагов/мм.
Формулы в одном месте:
- 120 − [измеренное расстояние] = [фактические мм]
- [E_текущее] × 100 = [шаги, потраченные на фактические мм]
- [шаги, потраченные на фактические мм] / [фактические мм] = [E_новое]
Примеры для разных ситуаций
- Пример 1. Недоподача: измерено 25 мм → фактические мм = 95 → если E = 400 → шаги = 40 000 → E_новое = 40 000 / 95 ≈ 421.05
- Пример 2. Переподача: измерено 18 мм → фактические мм = 102 → если E = 420 → шаги = 42 000 → E_новое = 42 000 / 102 ≈ 411.76
Эти примеры помогают понять, как меняется значение E при различных отклонениях.
Шаг 7. Установка нового значения шагов на мм
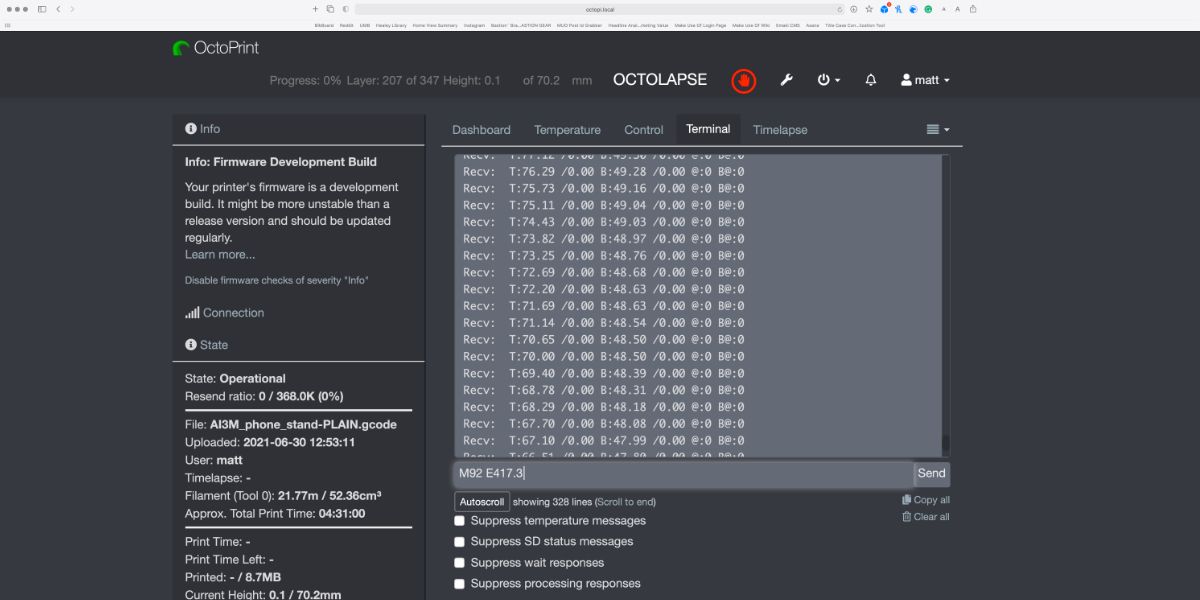
Отправьте команду для установки нового значения:
M92 E425.8Затем сохраните в энергонезависимой памяти прошивки:
M500Рекомендуется перезагрузить принтер и заново выполнить измерения, чтобы убедиться в стабильности результата.
Шаг 8. Проверка и повторная калибровка

После перезагрузки повторите шаги разметки, экструзии и измерения. Теперь при корректной калибровке расстояние между меткой и входом экструдера должно составлять ровно 20 мм. Если отклонение сохраняется, пересчитайте снова и запишите итоговое значение E.
Повторяйте процесс до достижения требуемой точности. В производственных условиях стоит добиваться погрешности не более ±0.5 мм на 100 мм экструзии.
Дополнительные методы и альтернативы
- Калибровка через мультипликатор экструдера в слайсере. Если вы используете Slic3r, Cura или PrusaSlicer, можно корректировать параметр «Flow» (или «Экструзия»). Это быстрый обход, но он не исправляет базовые шаги мотора и приводит к накоплению ошибок при длинных перемещениях.
- Взвешивание филамента. Для высокой точности можно взвесить количество выдавленного пластика и пересчитать по плотности материала. Подходит для лабораторий и критичных процессов.
- Тестовые кубы и калибровочные модели. Проверяйте профиль экструдера с помощью напечатанных калибровочных тестов (толщина стенки, измерение внешней ширины дорожки).
Когда альтернативы не подходят: если механика экструдера имеет люфт, бокс‑редуктор с пропуском шагов или торможение мотора, изменение E не исправит проблему. Сначала устраните механические дефекты.
Частые проблемы и отладка
Важно: перечисленные решения — практические шаги; начните с самой вероятной причины.
- Симптом: филамент не подаётся стабильно, слышен пропуск шагов. Возможные причины: недостаточный ток драйвера, сильное трение в направляющей, засор сопла. Решение: проверьте ток драйвера, очистите направляющую, замените или прочистите сопло.
- Симптом: точные 100 мм, но в печати видны потерянные слои. Возможные причины: перепад температуры, забивание сопла, неправильно выбранный диаметр филамента в профиле. Решение: проверьте температуру, профиль диаметр 1.75/2.85 мм, очистите горячий конец.
- Симптом: после калибровки стойкое остаточное пере/недоэкструзирование. Возможные причины: засоры внутри холодной зоны, слайсер применяет flow override, механика прижимного ролика скользит. Решение: проверьте и очистите холодную часть хотэнда, проверьте параметры слайсера и прижим ролика.
Таблица быстрой отладки
| Симптом | Вероятная причина | Быстрое действие |
|---|---|---|
| Пропуска шагов, скрежет | Недостаточный ток драйвера или механический зазор | Увеличить ток, подтянуть механические части |
| Видимая недоподача на деталях | Засор, неправильный диаметр в слайсере | Прочистить сопло, проверить диаметр |
| Нити и наплывы | Переподача, слишком высокая температура | Уменьшить E или Flow, снизить температуру |
Критерии приёмки
- При экструзии 100 мм расстояние между меткой и входом экструдера равно 20 ±0.5 мм.
- Отсутствуют пропуски шагов во время экструзии на выбранной скорости.
- При тестовой печати калибровочного куба видимых дефектов, связанных с подачей, нет.
Если все три условия выполнены — считать экструдер откалиброванным.
Пошаговый чеклист (SOP)
- Подготовка: установить рабочую температуру сопла и загрузить тот филамент, который вы обычно используете.
- Подключение к ПК/OctoPrint, перевод в относительный режим
M83. - Измерить и метить 120 мм от входа экструдера.
- Отправить
G1 E100 F100и дождаться завершения экструзии. - Измерить новое расстояние, вычислить фактические мм и E_новое по формулам.
- Установить
M92 E<значение>и сохранитьM500. - Перезагрузить принтер и проверить повторно.
- Напечатать тест‑объект для верификации в условиях реальной печати.
Рекомендуется записывать результаты в журнал технического обслуживания.
Контрольные сценарии и тесты приёмки
- Тест 1. Базовая проверка: при 3 подряд успешных измерениях E значение стабильно и среднее расстояние 20 ±0.5 мм.
- Тест 2. Нагрузочный тест: экструзия 300 мм при рабочей скорости — не более 3° перегрева хотэнда и отсутствие пропусков шагов.
- Тест 3. Материалный тест: смена филамента на другой тип (TPU/PETG/ABS) — при необходимости повторная калибровка не меняет E более чем на 5%.
Роли и обязанности
- Новичок: выполняет SOP под наблюдением, фиксирует метки и измерения, проводит минимум два прохода.
- Мастер/техник: анализирует логи M503, настраивает ток драйверов, устраняет механические причины погрешностей.
- Производство: ведёт журнал калибровок, задаёт периодичность повторной проверке (ежемесячно или при смене партии филамента).
Ментальные модели и эвристики
- «100 мм правило» — всегда проверяйте по эталонной длине 100 мм; короткие проверки дают ошибку, длинные — меньше погрешность измерения.
- «Слой → Экструзия → Механика» — в решении проблем сначала проверьте подачу (экструдер), затем слайсер, затем механику.
- «Мультипликатор не заменяет шаги» — корректировка flow в слайсере временно исправит проблему внешнего вида, но не решит механические или прошивочные несоответствия.
Когда калибровка не поможет
- Проблемы с адгезией первого слоя часто вызваны уровнем стола или высотой Z‑offset, а не экструдером.
- Нити и «паутинка» могут быть следствием температуры и ретракта, даже при идеально откалиброванном экструдере.
- Механические люфты, сломанные шестерни, или изношенные грейферные колёса требуют замены деталей.
Примерный цикл обслуживания
- Еженедельно: визуальная проверка прижимного ролика и направляющих.
- Ежемесячно: контрольная калибровка «100 мм».
- При смене типа филамента, сопла, редуктора или после обслуживания экструдера — обязательная калибровка.
Визуализация принятия решения
flowchart TD
A[Наблюдаете дефекты печати] --> B{Визуальная оценка}
B -->|Плохая адгезия| C[Проверить уровень стола и Z‑offset]
B -->|Пропуски слоёв или пустоты| D[Калибровка экструдера]
B -->|Нити / наплывы| E[Проверить температуру и ретракт]
D --> F[Выполнить 100 мм тест]
F --> G{Результат измерений}
G -->|20±0.5 мм| H[Готово]
G -->|Другой результат| I[Рассчитать E_новое и установить M92]
I --> FОднострочный глоссарий
- Экструдер — устройство, подающее филамент в горячий конец.
- E value — шаги экструдерного мотора на миллиметр филамента (шагов/мм).
- M92/M500/M503/M83 — стандартные G‑код команды прошивки Marlin/совместимых.
Примеры команд
Приведём краткий список команд, которые понадобятся:
M83 ; Перевести экструдер в относительный режим
G1 E100 F100 ; Экструзия 100 мм с подачей 100 мм/мин
M503 ; Показать настройки прошивки
M92 Exxx.x ; Установить шаги экструдера
M500 ; Сохранить настройкиБезопасность и практические заметки
- Всегда держите руки подальше от горячего сопла и движущихся частей.
- Если используете OctoPrint или сетевой доступ — убедитесь, что соединение защищено и никто не шлёт произвольные команды в терминал в процессе калибровки.
- При использовании филаментов с более высокой хрупкостью (например, TPU) следите за прижимом и скоростью, так как гибкие материалы ведут себя иначе.
Короткий контрольный список перед печатью
- Сопло чистое и нагрето до рабочей температуры.
- Метка на 120 мм нанесена чётко.
- Принтер в относительном режиме
M83. - Выполнена экструзия 100 мм и замер.
- Записано новое значение E и сохранено
M500.
Итог
Калибровка экструдера — недолгая процедура, которая даёт заметный прирост качества печати. Она устраняет множественные визуальные дефекты и делает поведение принтера предсказуемым. Регулярные простые замеры и соблюдение SOP помогут поддерживать стабильное производство и снизить количество брака.
Important: если после всех программных настроек проблемы сохраняются, проводите диагностику механики и электроники: проверьте токи драйверов, износ шестерён и целостность привода филамента.
Summary:
- Проверяйте экструдер регулярно и после каждого серьёзного вмешательства.
- Используйте точные измерения и фиксируйте значения в журнале.
- Сочетайте калибровку шагов с проверкой профиля в слайсере для лучшего результата.
Подпись: калибровочный куб, напечатанный при правильно откалиброванном экструдере
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
