Калибровка 3D-принтера: полное руководство по точности и качеству печати
Краткое объяснение термина: калибровка — это серия небольших настроек принтера, которые приводят фактическое поведение машины к ожидаемым значениям (точность перемещений и подачи филамента).
Почему важна калибровка
Точность 3D-принтера определяет, насколько правильно головка отложит слои, особенно первый слой. Без корректной калибровки даже аккуратно смоделированная деталь может выйти деформированной, со сдвигами или неправильными размерами. Калибровка даёт следующие преимущества:
- Улучшенное качество поверхности и размеров модели.
- Меньше брака и расхода филамента.
- Быстрее достижение рабочего результата при воспроизводимых настройках.
- Большее понимание поведения конкретного принтера и расходных материалов.
Важно: калибровка — это итеративный процесс. Часто требуется несколько замеров и корректировок, особенно после апгрейдов или замены деталей.
Обзор процесса калибровки
Основные области калибровки:
- Оси X, Y, Z (шаги на мм) — проверка соответствия фактического перемещения командным значениям.
- Экструдер (E-steps) — сколько шагов нужно мотору экструдера, чтобы выдавить 1 мм филамента.
- Z‑offset — зазор между соплом и столом для правильного первого слоя.
- Диаметр филамента и коэффициент потока (flow rate) — чтобы количество подаёмого материала соответствовало расчетному.
- Ретракция и температура — чтобы избежать нитей и некорректной экструзии.
Далее подробно разберём каждый из этих пунктов.
Шаг 1. Проверка текущих настроек шагов на мм
Для начала важно узнать текущие значения шагов на мм в прошивке. Они часто находятся в меню Configuration → Steps per mm или в EEPROM, если прошивка это поддерживает.
Совет: запишите текущие значения перед изменениями. Это позволит откатиться при необходимости.
Пример: заводское значение E-steps (шаги экструдера) может быть 93. Это корректный старт, но в процессе сборки или после модификаций реальная подача может отличаться.
Шаг 2. Монтаж индикатора (диал-гейдж) на головку
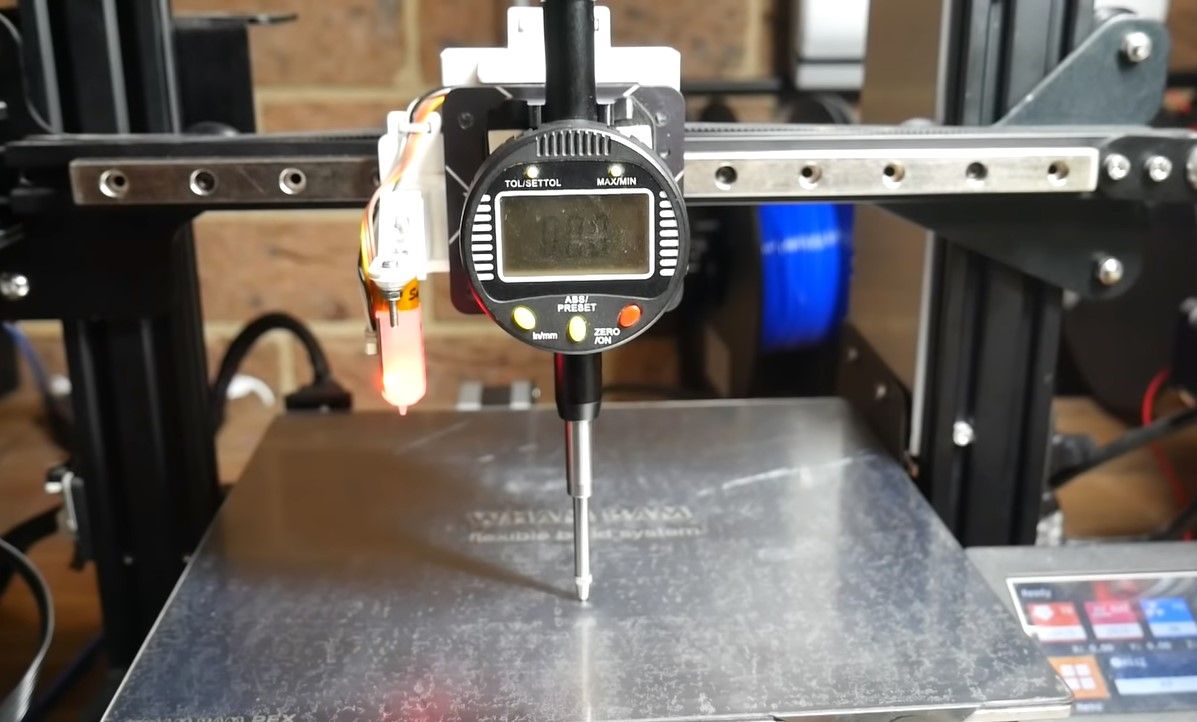
Для высокой точности измерений рекомендую использовать индикатор (dial gauge). Его можно закрепить стандартным держателем или напечатать под конкретную модель принтера. После установки выполните гоминг (home) по всем осям и убедитесь, что щуп касается стола в точке измерения.
Важно: тестовый куб работает, но индикатор даёт более точные и повторяемые результаты.
Шаг 3. Проверка перемещений осей по 10 мм
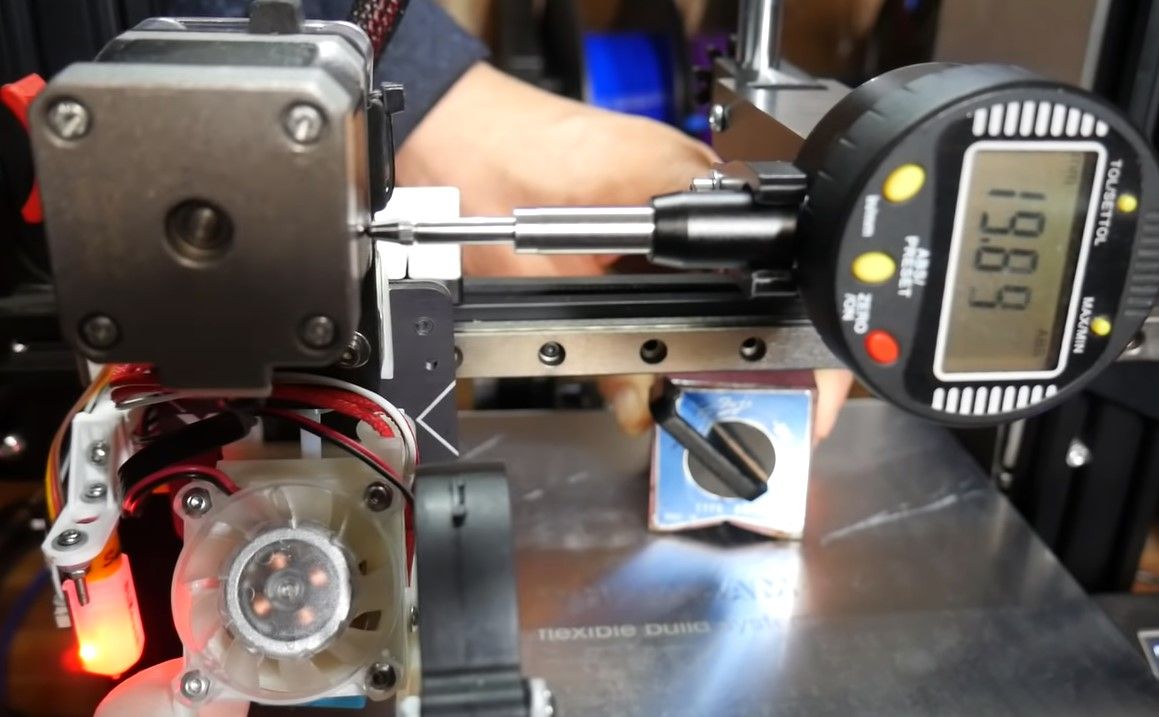
Используйте интерфейс принтера или G‑код для перемещения по 10 мм в каждую сторону по осям X, Y и Z. Цель — добиться показаний индикатора как можно ближе к 10 мм.
Когда измерения сделаны, зафиксируйте результаты. Если отклонение есть, скорректируйте значения steps per mm в прошивке.
Формула для расчёта нового значения шагов:
new_steps = current_steps * (requested_distance / measured_distance)
Пример: если задано 10 мм, а индикатор показал 9.8 мм, и current_steps = 80, то
new_steps = 80 * (10 / 9.8) ≈ 81.63
Округляйте исходя из точности шагового двигателя и прошивки.
Шаг 4. Фиксация механики
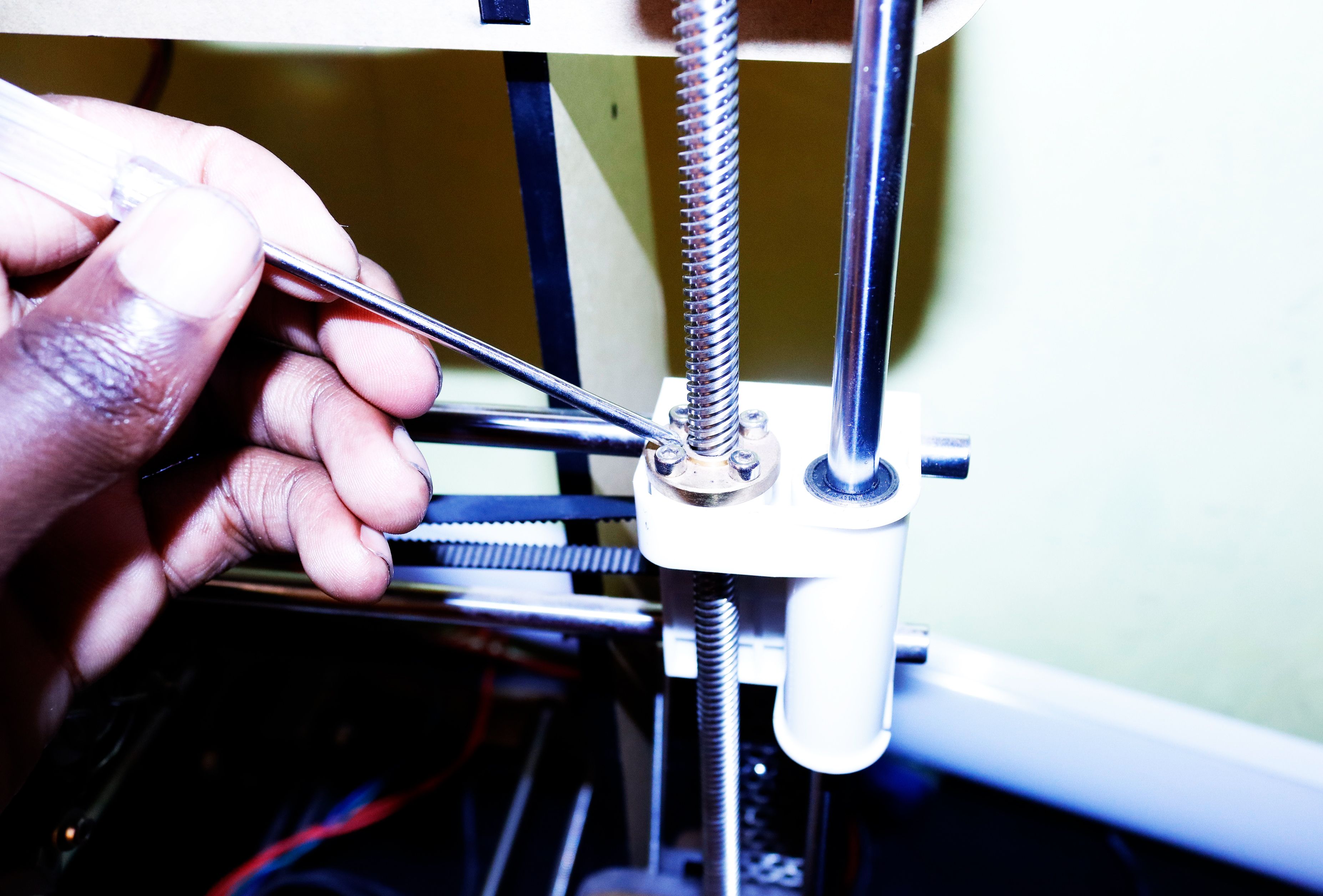
После корректировок затяните ремни, крепления и винты. Любые люфты или незакреплённые элементы изменяют измерения и приведут к повторному расстройству калибровки.
Примечание: не перетягивайте ремни — излишнее натяжение создаёт лишнюю нагрузку и износ.
Шаг 5. Корректировка шагов в прошивке
После расчёта новых значений введите их в прошивку через меню или G‑код (M92 для Marlin, затем сохраните M500). После изменения повторите замеры, чтобы подтвердить корректность.
Пример команд для Marlin:
- Просмотр текущих шагов: M503
- Установка новых шагов: M92 X80 Y80 Z400 E95
- Сохранение в EEPROM: M500
Калибровка экструдера (E-steps)
- Прогрейте хотэнд до рабочей температуры для используемого филамента.
- Пометьте филамент на расстоянии минимум 120 мм от точки входа в экструдер.
- Отправьте команду экструдировать ровно 100 мм (например, G1 E100 F100).
- Измерьте реальное вытяжение от метки до точки входа в экструдер.
Если вытянулось меньше 100 мм, увеличьте E-steps. Если больше — уменьшите.
Формула для E-steps:
new_E = current_E * (requested / actual)
Пример: current_E = 93, запрос 100 мм, фактически 97 мм → new_E = 93 * (100/97) ≈ 95.88
После изменения сохраните настройки и повторите тест.
Важно: проводите тест при рабочей температуре, потому что термическая усадка и вязкость филамента зависят от температуры.
Калибровка Z‑offset
Z‑offset определяет расстояние между соплом и столом и критичен для первого слоя.
Методы установки Z‑offset:
- Бумажный метод: положите лист бумаги на стол, опускайте сопло до лёгкого сопротивления при движении бумаги.
- Толщиномер: более точный метод, аналогично бумаге, но с меньшей погрешностью.
- Автолепт/система BLTouch: выполните автозондирование и настройте offset в прошивке.
Проверяйте первый слой: он должен быть сплющенным, без пробелов, но не «залитым» и не царапающим стол.
Калибровка филамента и коэффициента потока
- Измерьте диаметр филамента в 5–10 точках вдоль катушки. Запишите среднее.
- Введите средний диаметр в слайсер (поле Filament Diameter).
- Отдельно от электронных настроек проверьте коэффициент потока (Flow). Для этого напечатайте однослойную стенку толщиной, скажем, 0.4 мм и измерьте толщину стены.
Если вы печатаете слишком много материала, уменьшите Flow на 1–5% и повторите тест.
Совет: многие филаменты в реальности дают диаметр 1.69–1.75 мм вместо идеальных 1.75 мм. Проверьте и скорректируйте.
Адресация типичных проблем и настройки
- Нитование (stringing): уменьшите температурy на 5–10 °C, уменьшите расстояние и скорость ретракции, проверьте сухость филамента.
- Пористая поверхность: уменьшите скорость печати, увеличьте температуру или уменьшите поток.
- Сдвиги по слоям: проверьте затяжку ремней, шаговые драйверы, проверьте перегрев моторов или ослабленные крепления.
- Недоподача пластика: проверьте натяжение экструзионного механизма, чистоту сопла, правность E-steps.
Краткая таблица причин и решений:
- Проблема: первый слой не прилипает. Решение: выставьте Z‑offset ближе, улучшите адгезию стола, прогрейте стол.
- Проблема: излишняя подача. Решение: уменьшите flow, проверьте диаметр филамента, повторно калибруйте E‑steps.
- Проблема: провисание при мостах. Решение: увеличьте скорость мостов, уменьшите температуру.
Проверочный план и критерии приёмки
Критерии приёмки для базовой калибровки:
- Отклонение перемещений по X/Y/Z не более 0.2% при тесте на 10 мм.
- Экструдер подаёт 100 мм ±1 мм при тесте на 100 мм.
- Первый слой равномерный, ширина линии соответствует толщине сопла ±10%.
Тесты для проверки:
- Измерение 10 мм по осям индикатором.
- Экструзия 100 мм и повторный подсчёт E-steps.
- Печать 20 мм калибровочного куба и измерение сторон.
- Печать однослойной стенки для проверки потока.
Если один из тестов не проходит — вернитесь к соответствующему шагу калибровки.
Пошаговый SOP для быстрой калибровки (чек-лист)
- Подготовка:
- Инструменты: индикатор или штангенциркуль, отвертки, термопаста для стола, бумага.
- Прогрейте хотэнд и стол до рабочей температуры филамента.
- Проверка механики: визуальный осмотр, подтяжка ремней и винтов.
- Измерение шагов осей на 10 мм и корректировка.
- Экструдер: экструдируйте 100 мм, измерьте, скорректируйте E‑steps.
- Z‑offset: установите бумажным методом и распечатайте тест первого слоя.
- Диаметр филамента и flow: измерьте и задайте в слайсере.
- Финальные тесты: кубы, стенки и мосты.
- Сохраните настройки (M500) и задокументируйте значения.
Роль‑ориентированные чек-листы
Для хоббиста:
- Минимум инструментов: бумага, штангенциркуль, тестовый куб.
- Сфокусироваться на E-steps и Z‑offset.
Для лаборатории makerspace:
- Использовать индикаторы, создавать шаблоны для проверки всех машин.
- Вести журнал калибровок на каждую катушку филамента.
Для сервисного инженера:
- Полная проверка механики, драйверов и питания.
- Тестовые печати при нескольких температурах и скоростях.
Диаграмма принятия решения при проблемах с печатью
flowchart TD
A[Печать с дефектами?] -->|Да| B{Тип дефекта}
B --> C[Нитование]
B --> D[Плохо прилипает]
B --> E[Неправильные размеры]
C --> F[Уменьшить температуру]
C --> G[Увеличить ретракцию]
D --> H[Сдвинуть Z‑offset ближе]
D --> I[Улучшить адгезию стола]
E --> J[Проверить E-steps и шаги осей]
E --> K[Проверить натяжение ремней]
F --> L[Повторить тест]
G --> L
H --> L
I --> L
J --> L
K --> L
L --> M[Проба печати]Короткий глоссарий
- E‑steps: число шагов мотора экструдера на 1 мм филамента.
- Z‑offset: вертикальная корректировка между соплом и столом.
- Flow: коэффициент подачи материала в слайсере.
Когда калибровка не помогает
- Изношенные или дефектные механические части (подшипники, шестерни) дадут постоянные артефакты даже при идеальных настройках. Замена деталей обязательна.
- Электропитание с нестабильным напряжением вызывает пропуски шагов. Проверьте БП и заземление.
- Плохой филамент (влажный, неоднородный по диаметру) может давать артефакты независимо от настроек.
Риски и меры снижения
- Риск: повреждение сопла при слишком сильном занижении Z‑offsetа. Мера: выполнять тонкую настройку шагами 0.05 мм и проверять видимые следы царапин.
- Риск: перетяжка ремней приводит к шуму и ускоренному износу. Мера: соблюдать рекомендованное натяжение.
- Риск: перепутанные единицы измерения в прошивке. Мера: сохранять исходные значения перед изменениями.
Советы для устойчивой практики
- Ведите журнал для каждой катушки филамента: средний диаметр, рекомендованная температура, полученные значения flow.
- Проверяйте базовые параметры после сервисных вмешательств и раз в 2–3 месяца для активной печати.
- Храните филамент в сухом месте или в герметичных контейнерах с осушителем.
Итог и следующие шаги
Калибровка — обязательная часть ухода за 3D‑принтером. Она помогает сократить время на отладку печати и уменьшить расход материалов. Начните с механики и шагов на мм, затем отрегулируйте экструдер и Z‑offset, и завершите проверкой филамента и параметров печати. Документируйте изменения и возвращайтесь к тестам после каждого серьёзного вмешательства.
Важно: если у вас остаются повторяющиеся дефекты, приступайте к диагностике механики, питания и качества филамента вместо бесконечных программных корректировок.
Краткое резюме:
- Проверьте шаги осей и E‑steps.
- Настройте Z‑offset и flow.
- Фиксируйте механические элементы и сохраняйте параметры.
- Тестируйте печать и документируйте результаты.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
