Как собрать Ender 3 V2 — пошаговое руководство
Важное перед началом
- Рабочее время: 45–90 минут. Если вы новичок — закладывайте 2 часа.
- Требуемые инструменты: шестигранники (обычно в комплекте), рожковый ключ, кусачки, кусок бумаги формата A4.
- Площадка: ровный стол, достаточный свет, свободное место справа/слева от принтера для шпулей и проводки.
- Безопасность: отключайте питание при подсоединении внутренних кабелей; проверяйте напряжение блока питания перед включением.
Important: Перед подключением к сети убедитесь, что переключатель напряжения на блоке питания установлен верно для вашей страны.
Краткие термины (1‑строчные определения)
- Филамент — термопластическая нить (обычно 1.75 мм) для печати.
- Bowden‑трубка — направляющая трубка для подачи филамента от экструдера к хотэнду.
- Хотэнд / Nozzle — расплавляющая часть, через которую выходит пластик.
Инструменты и комплектующие (контрольный список)
- Блок питания (в комплекте).
- Материнская плата, моторы X/Y/Z/E, дисплей и регулятор.
- Профили и рама (шасси).
- Экструдер, Bowden‑трубка, фитинги (пневматический коннектор).
- Ремень привода, винты (M4/M5 и т. п.), пружинные шайбы, гаечные шайбы.
- Набор инструментов (шестигранники, ключи).
Note: Сохраните все пакетики с винтами; многие шаги требуют конкретных размеров винтов.
Факт‑бокс: ключевые характеристики Ender 3 V2
- Обычная рабочая область: 220×220×250 мм.
- Диаметр филамента: 1.75 мм.
- Стандартное сопло: 0.4 мм.
- Тип крепления филамента: боковой держатель‑шпуля на верхней балке.
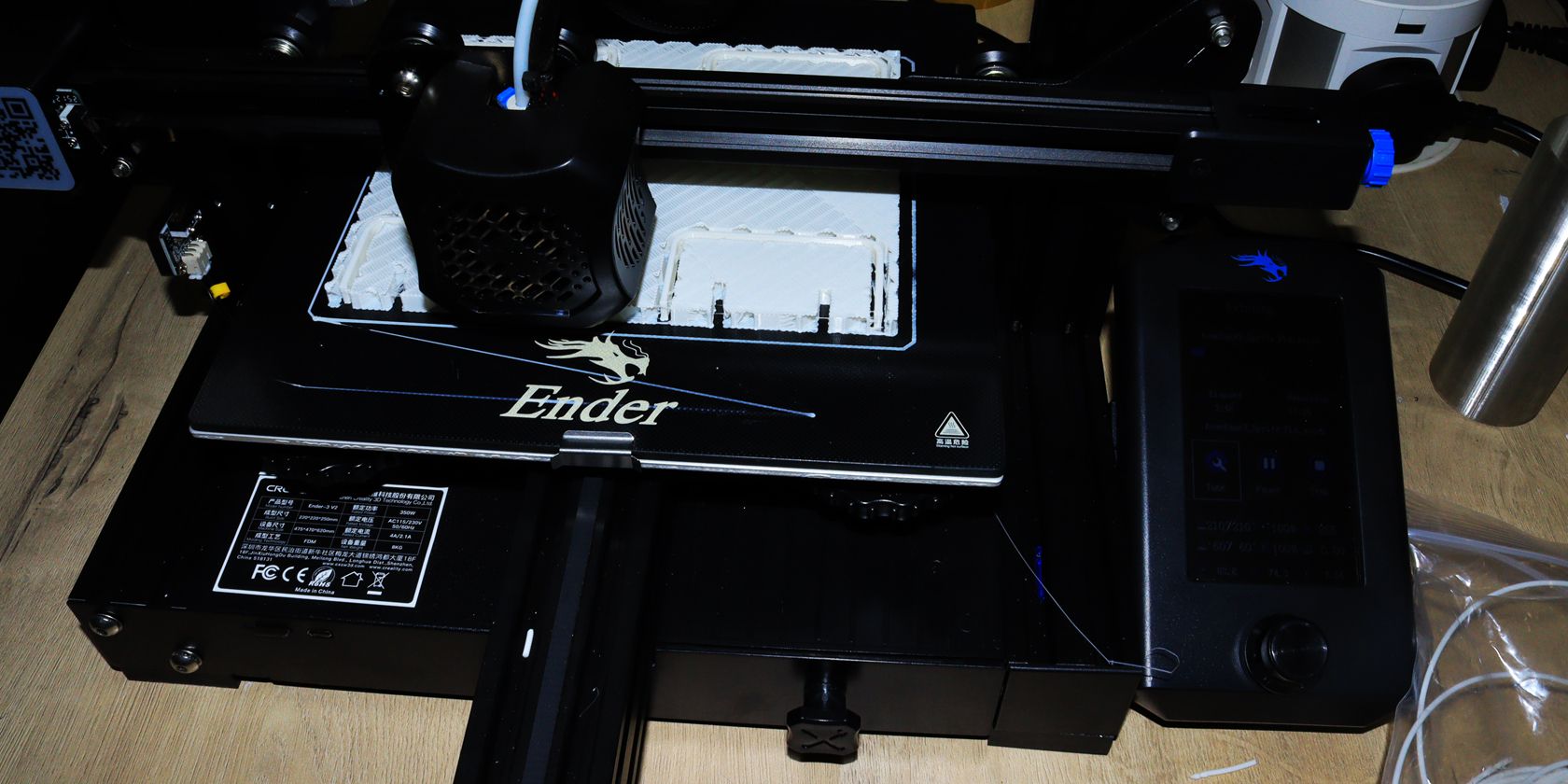
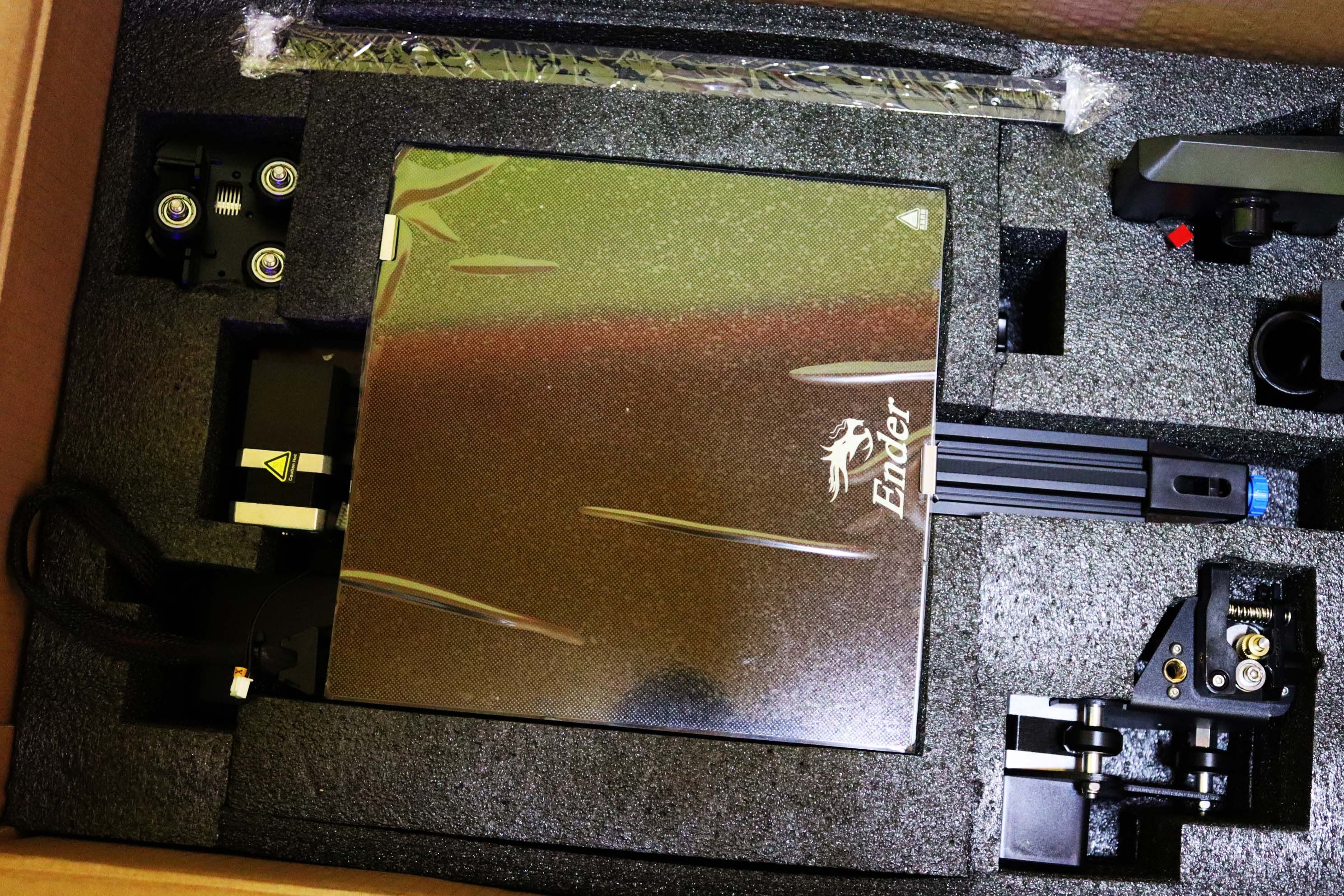
Шаг 1: Распаковка и проверка комплектующих
Осторожно удалите упаковку и проверьте наличие всех перечисленных деталей. В комплекте обычно есть: питание, материнская плата, модули рамы, профили, держатель шпули, переключатели, экструдер, экран с ручкой управления, набор винтов и инструментов, гайки для выравнивания стола.
Проверьте внешние повреждения — при обнаружении дефектов сделайте фото упаковки и деталей для гарантии.
Шаг 2: Установка Z‑концевика и Z‑профиля
- Найдите концевой датчик (limit sensor).
- Закрепите его на одном из Z‑профилей винтами M5×45 вместе с пружинными шайбами, чтобы датчик был зафиксирован жёстко.
- Установите профиль вертикально на базу рамы, убедитесь, что высота датчика и профиль выровнены по одной линии.
- Повторите для второго Z‑профиля и зафиксируйте его винтами M4×18 на правой стороне рамы.
Important: датчик должен иметь возможность срабатывать без люфта — небольшая регулировка высоты может потребоваться позже.
Шаг 3: Установка Z‑мотора

- В моторном комплекте Z есть мотор и тонкий металлический вал (штырь). Ослабьте винты на моторе, чтобы вставить вал.
- Вставьте вал через мотор и затяните винты моторного фланца, чтобы вал крепко сидел.
- Совместите моторный узел с Z‑профилем и зафиксируйте в предназначенных точках.
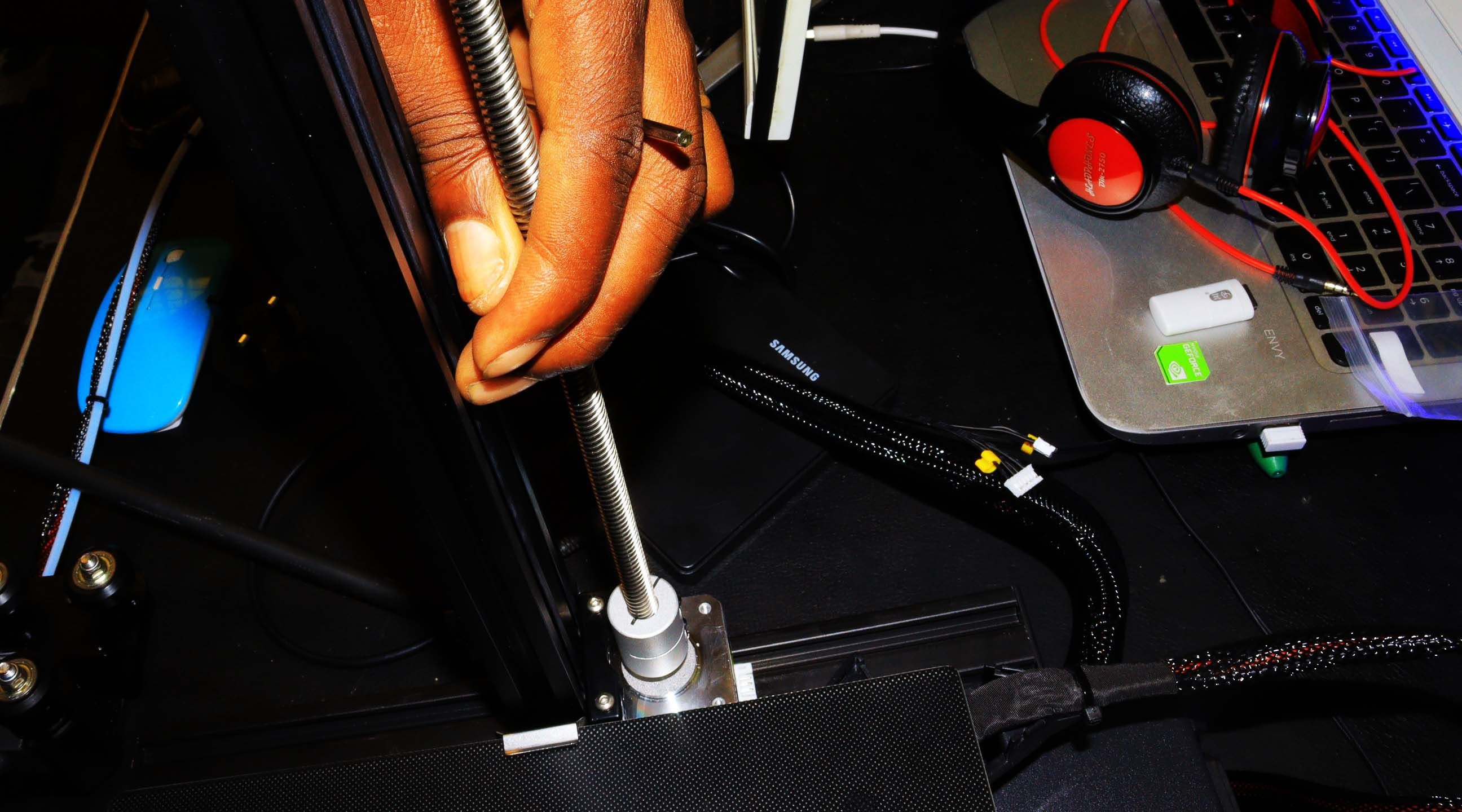
Note: Следите за соосностью вала — перекос вызовет биение и шаговые пропуски при подъёме стола.
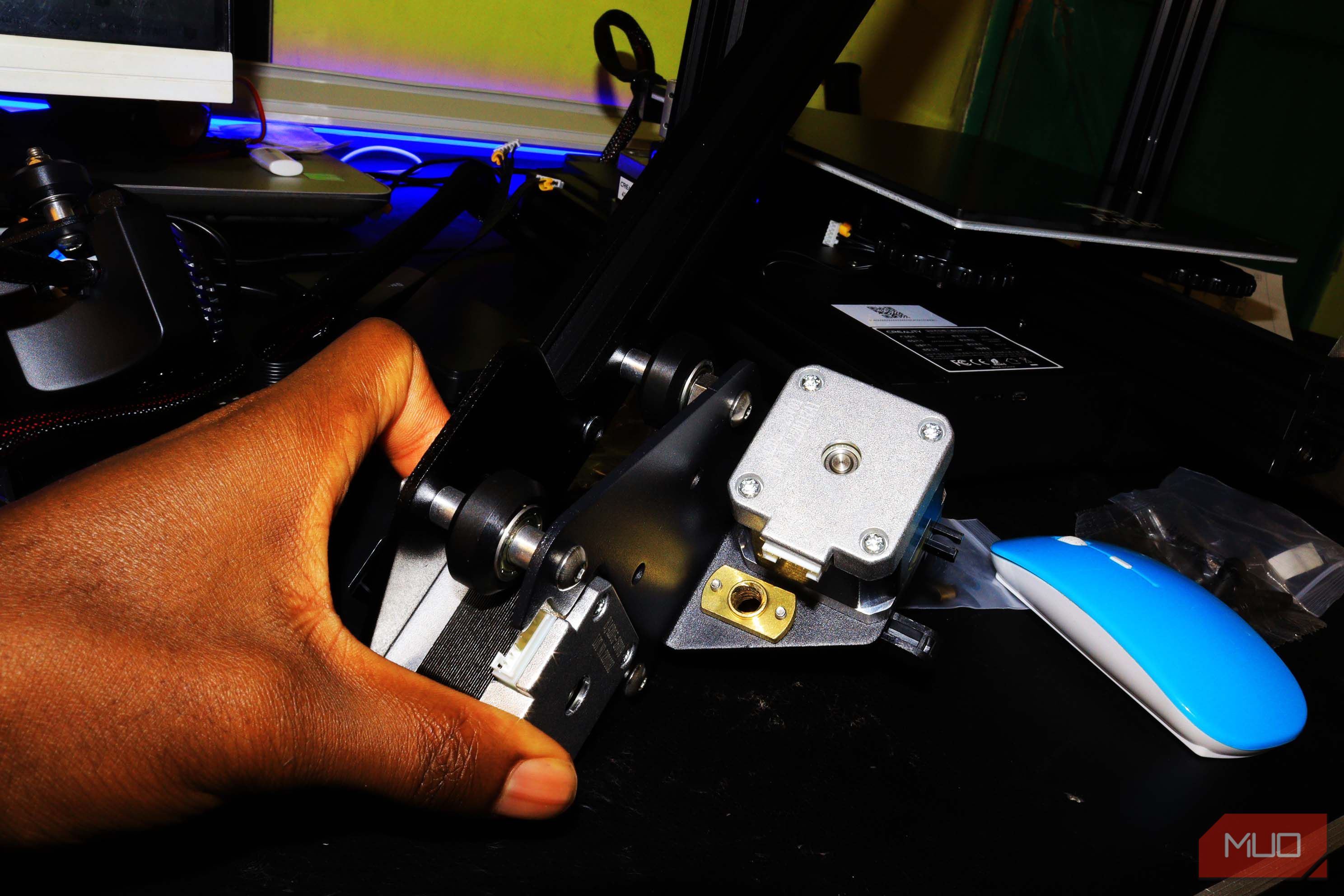
Шаг 4: Установите пневматический фитинг и XE‑модуль
- Заверните пневматический фитинг в XE‑модуль ключом с открытым зевом, но не перетягивайте.
- Закрепите вал XE к X‑профилю двумя винтами M4×16.
- Протяните ремень привода через вал XE в правильном направлении (зубья ремня должны входить в зацепление без перекосов).

Important: Ремень натянут правильно, когда он натянут ровно и при нажатии пальцем прогибается на ~2–4 мм.
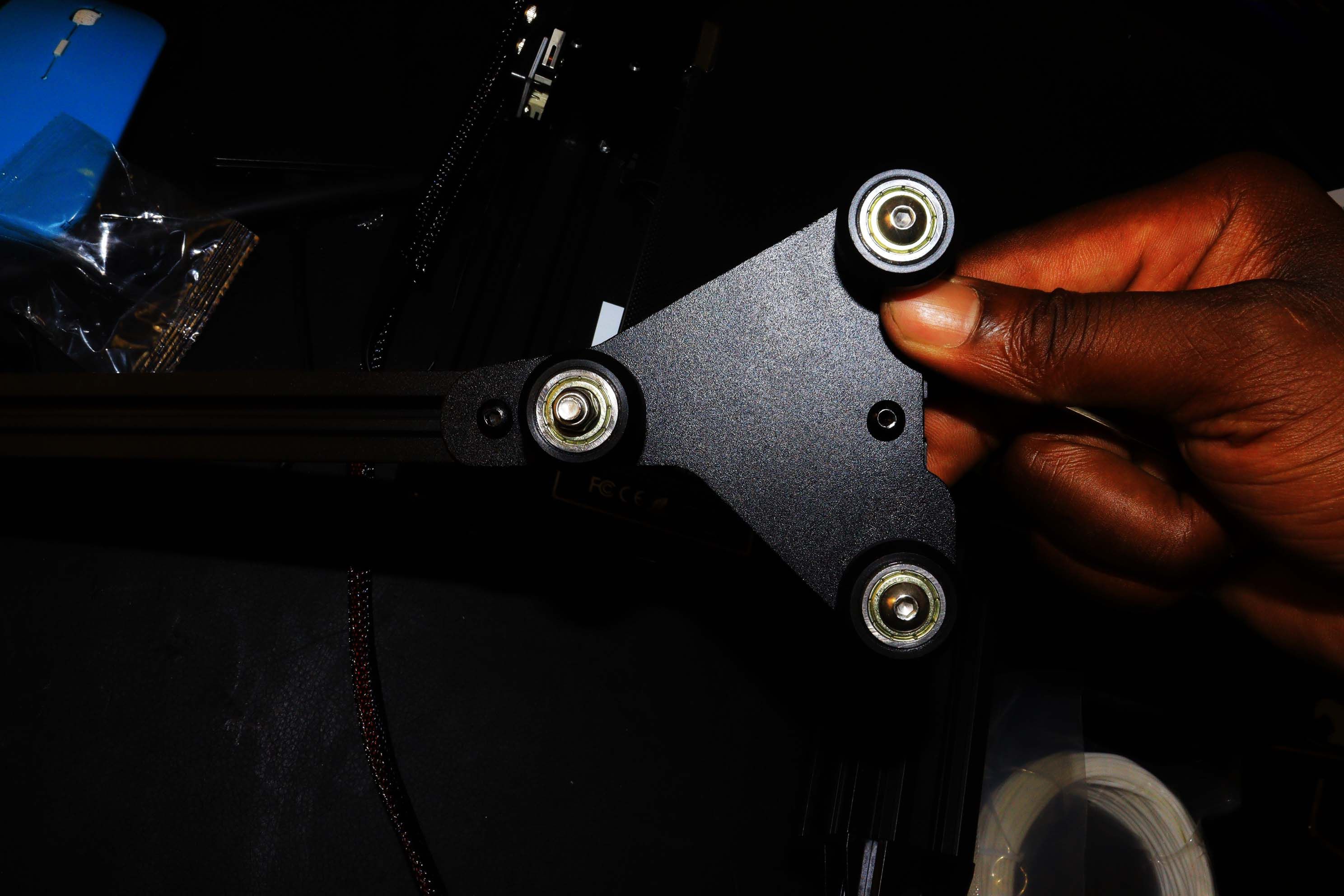
Шаг 5: Сборка соплового узла (Nozzle Kit)
- Вставьте сопло в уже установленный пневматический фитинг и аккуратно продвиньте до упора.
- Установите пассивный блок Z на X‑профиль и зафиксируйте винтами M4×16 с пружинными шайбами.

Note: Сопло должно быть направлено прямо и не иметь люфта — если требуется, подтяните крепления, но не перетяните пластиковые части.
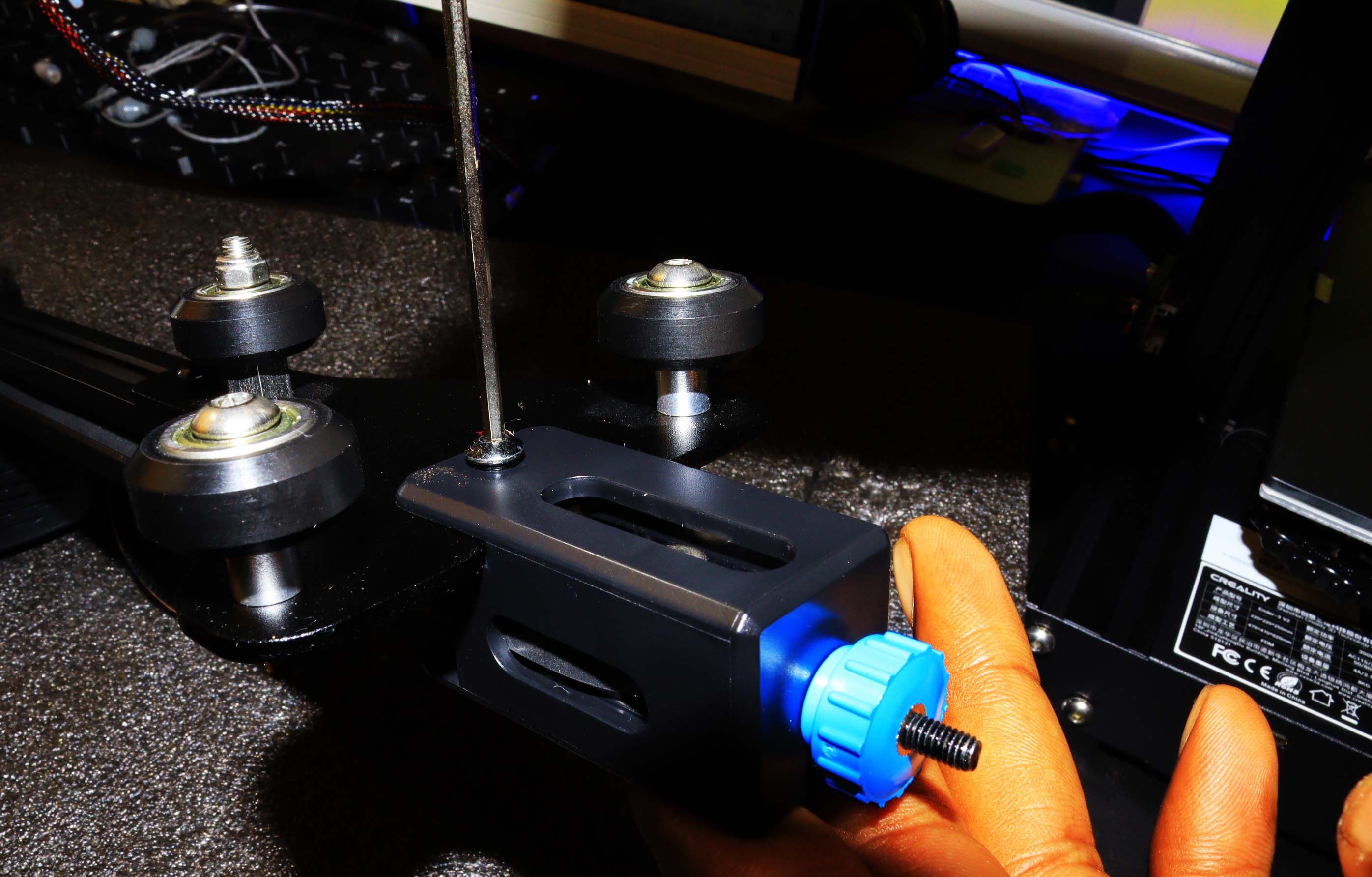
Шаг 6: Установка натяжителя ремня X
- Вставьте ремень в блок натяжения, затем разместите весь блок в X‑натяжителе.
- Затяните пластиковую накидную гайку (thumb nut) и закрепите винтом M4×16 к пассивному блоку Z.
- Проверьте ход по X и Y — модули должны двигаться плавно, без заеданий.
Important: Убедитесь, что узел не свисает и не может соскользнуть со своего места.
Шаг 7: Установка верхней балки и дисплея
- Закрепите балку (gantry) к верхней части профилей четырьмя винтами M5×25 с шайбами.
- Установите дисплей в переднюю часть рамы и затяните винты торцевым ключом.


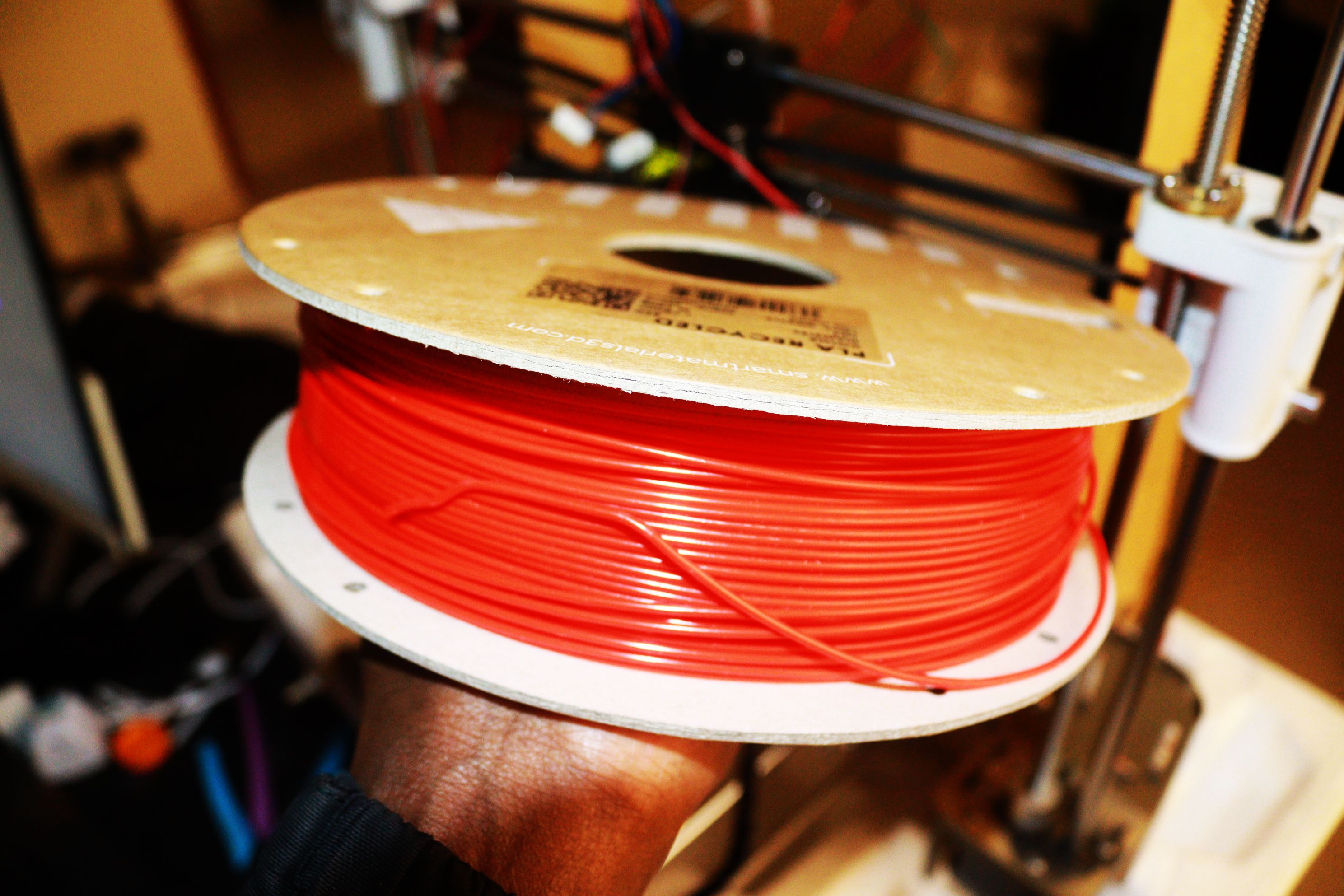
- Установите держатель шпули на верхнюю балку и разместите шпулю филамента.

Note: Держатель шпули должен обеспечивать свободную подачу филамента без сильного трения.
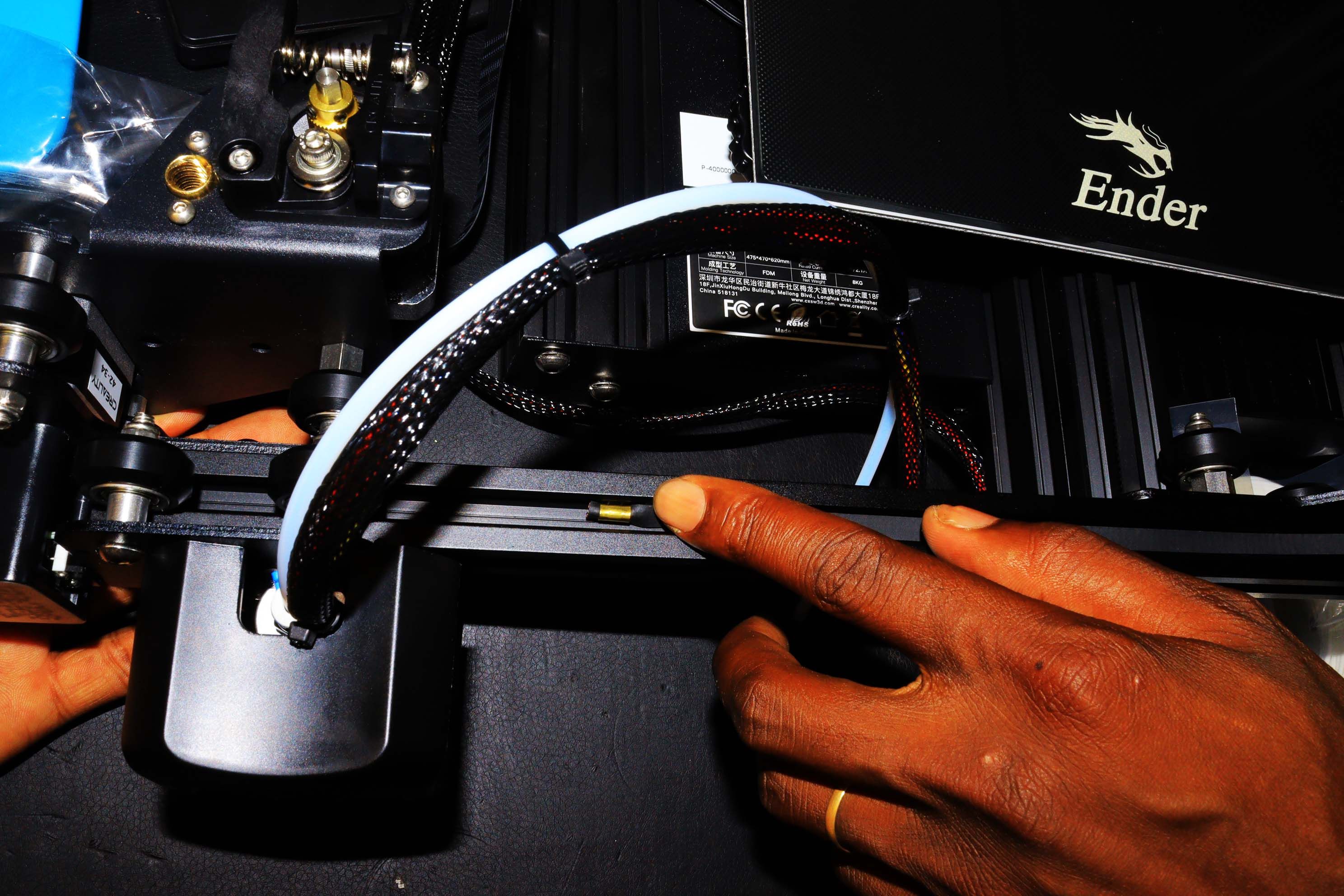
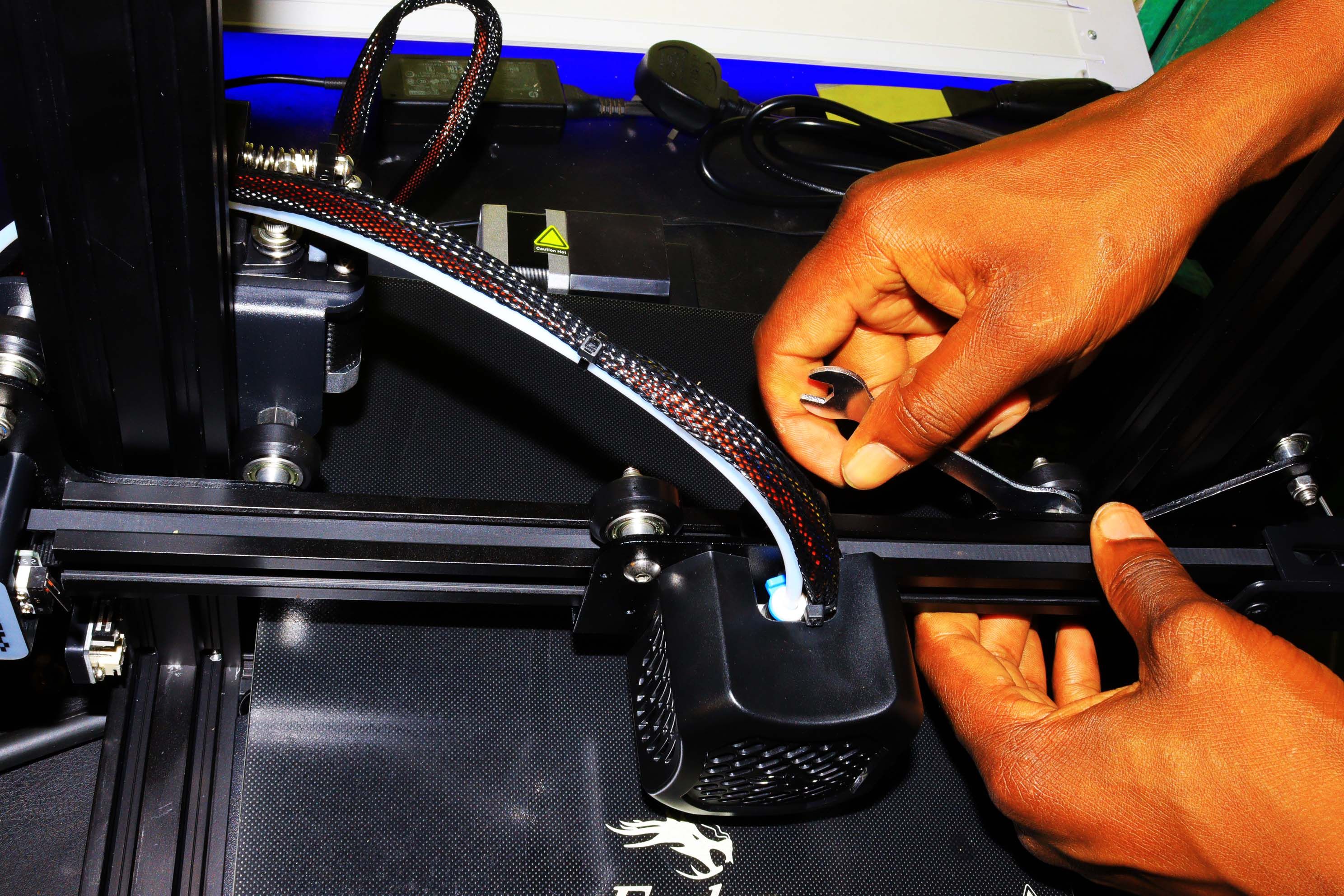
Шаг 8: Подключение Bowden‑трубки и ручки управления
- Вставьте Bowden‑трубку в экструдер до упора; трубка должна фиксироваться фитингом.
- Установите ручку управления (rotary knob) на вал шагового двигателя экструдера и защёлкните боковые крышки.

Important: Проверьте, что трубка входит ровно и не изгибается резко рядом с фитингом.
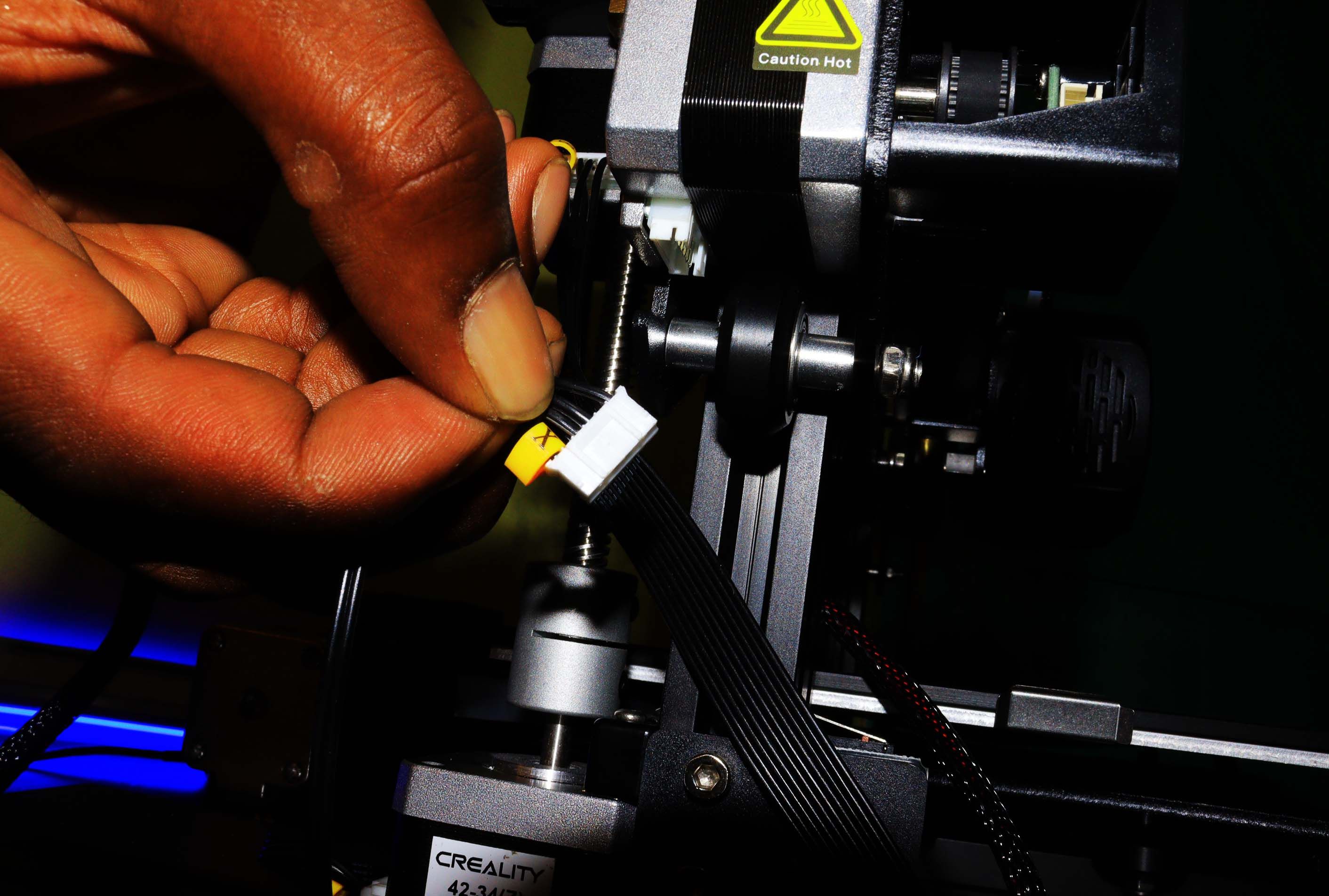
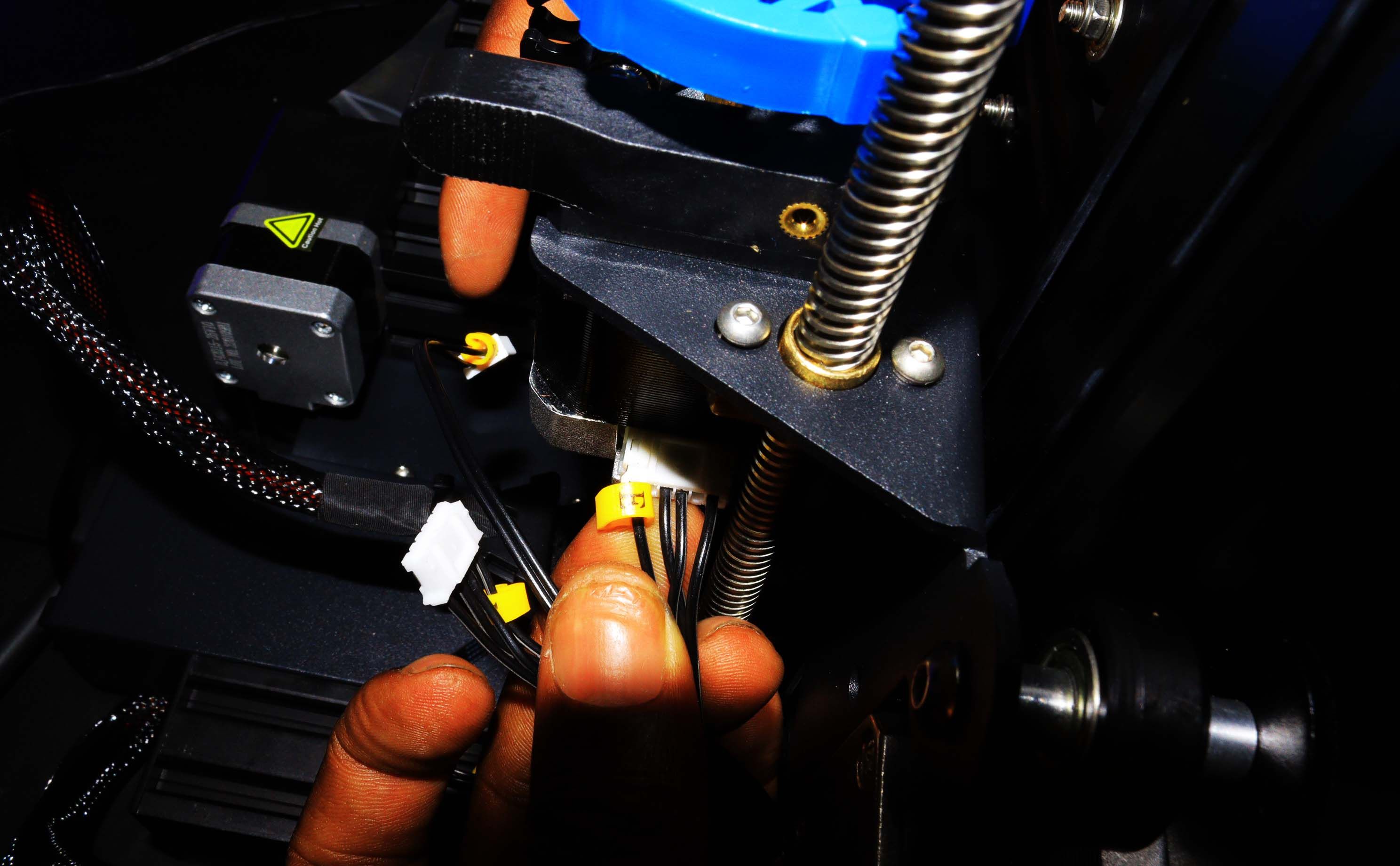
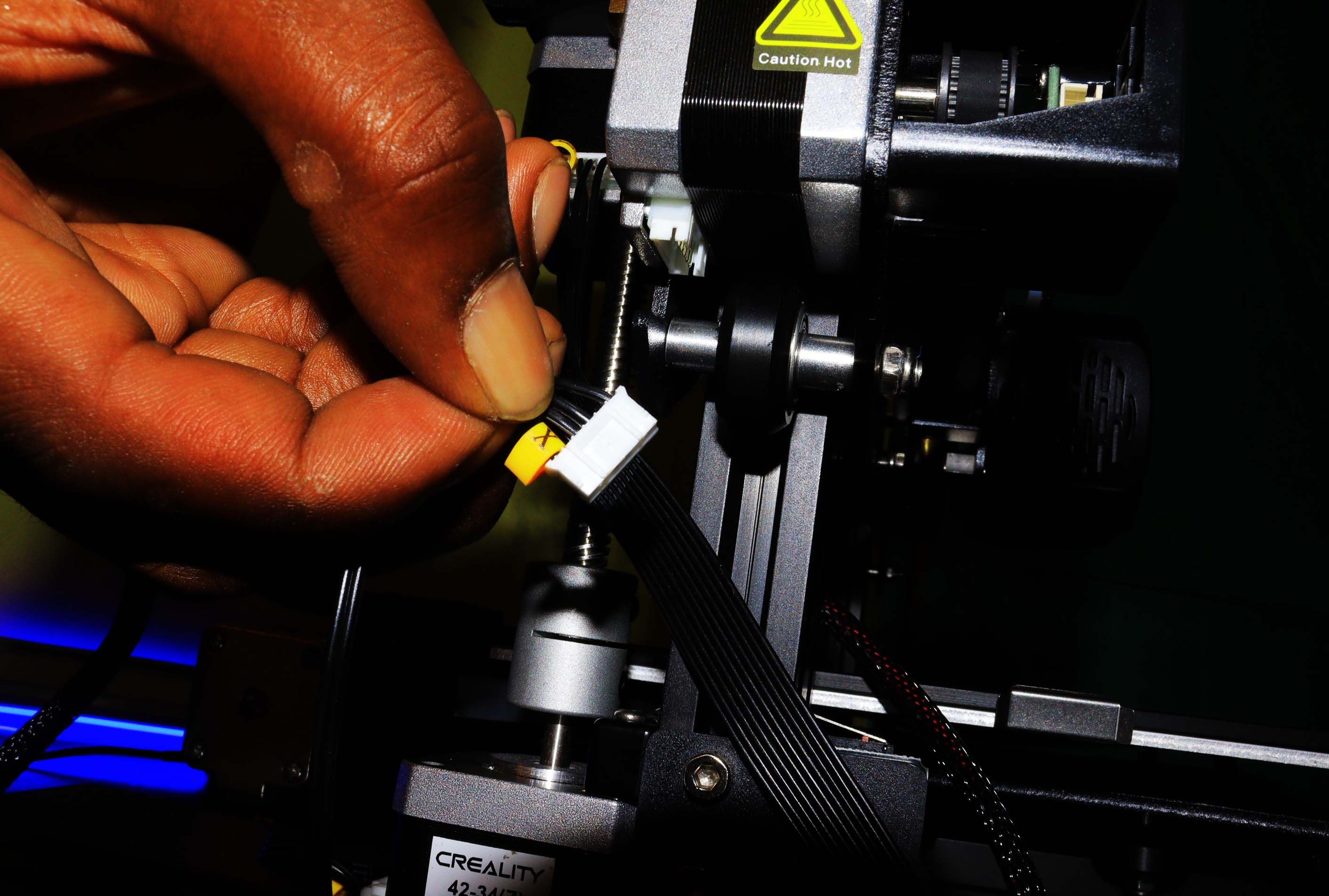
Шаг 9: Электрические подключения и проверка питания
- Подключите шаговые моторы X, E и Z по меткам желтого цвета на разъёмах.
- Подключите концевые выключатели X и Z по меткам. Проверьте направление вставки: защёлка должна фиксировать провод.
- Установите переключатель напряжения на блоке питания в положение вашей сети (110 V / 230 V) и зафиксируйте.

- Подключите сетевой кабель и включите питание. На экране должен появиться интерфейс.
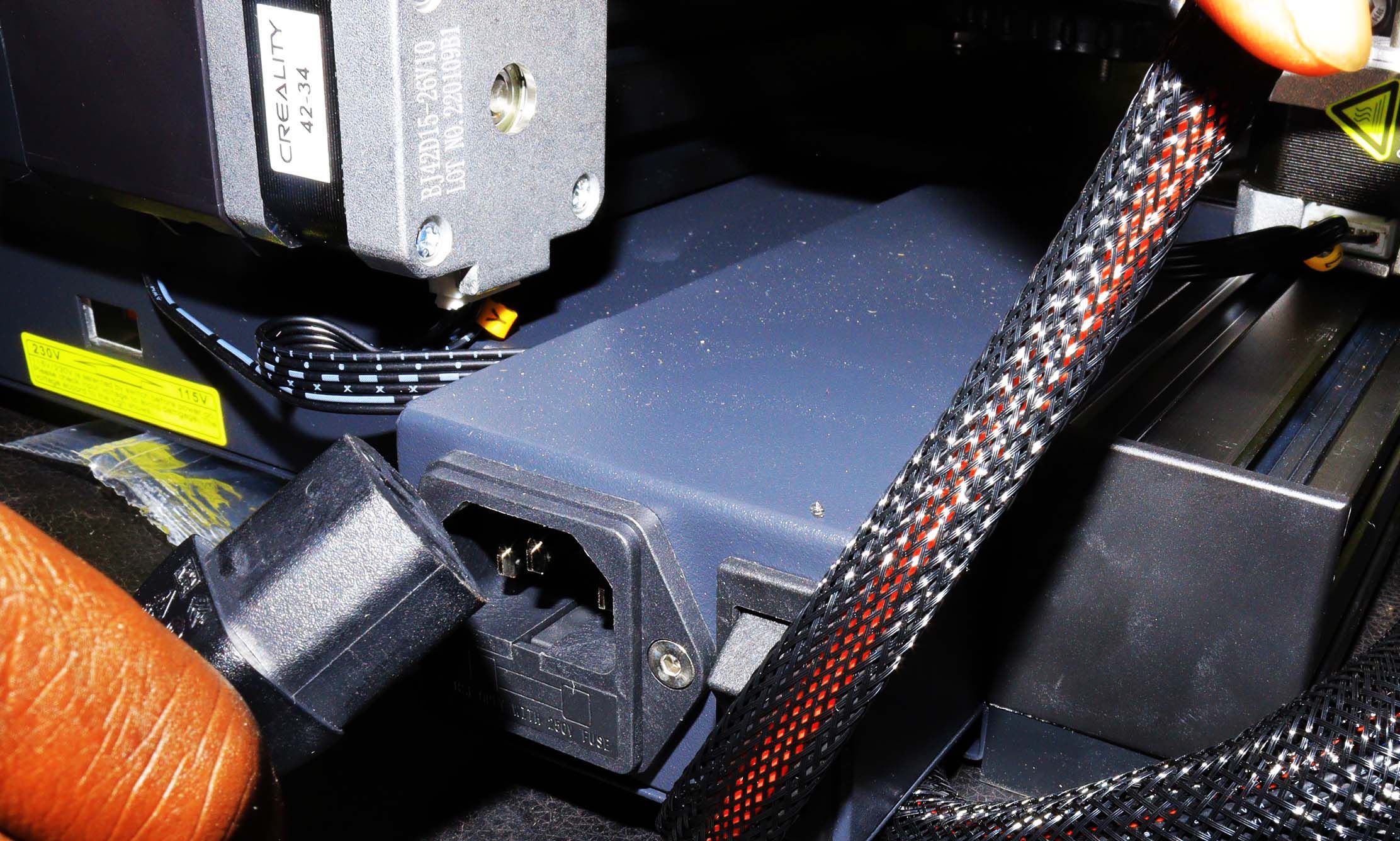
Note: Если экран не включается — ещё раз проверьте разъёмы материнской платы и предохранитель на блоке питания.
Шаг 10: Выравнивание стола (Bed Leveling)
- На экране выберите Печать > Автохом (Print > Auto home). Голова переместится в стартовое положение.
- Затем выберите Отключить шаговый двигатель (Disable Steppers) чтобы перемещать сопло вручную.
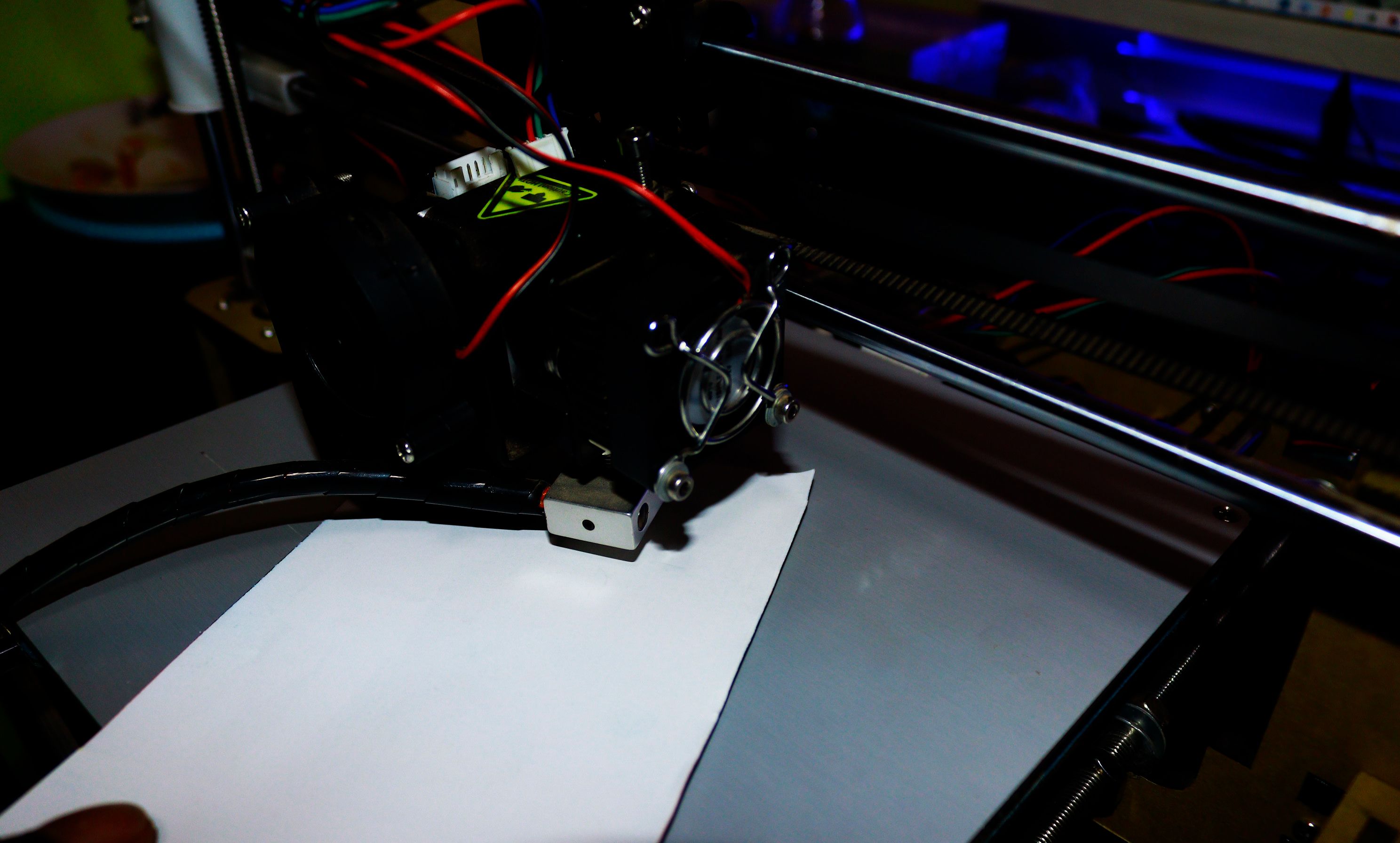
- Подложите лист бумаги между соплом и столом в каждом углу и в центре стола. Крутите нижние гайки стола до тех пор, пока лист слегка царапается соплом при движении.
- После грубой калибровки запустите подогрев стола и сопла: Подготовка > Преднагрев PLA (Prepare > Preheat PLA).
- После достижения температуры повторите проверку — металл расширяется, и зазор меняется.
Mini‑методология: Делайте грубую калибровку холодным, а точную — при рабочей температуре материала, который собираетесь печатать.
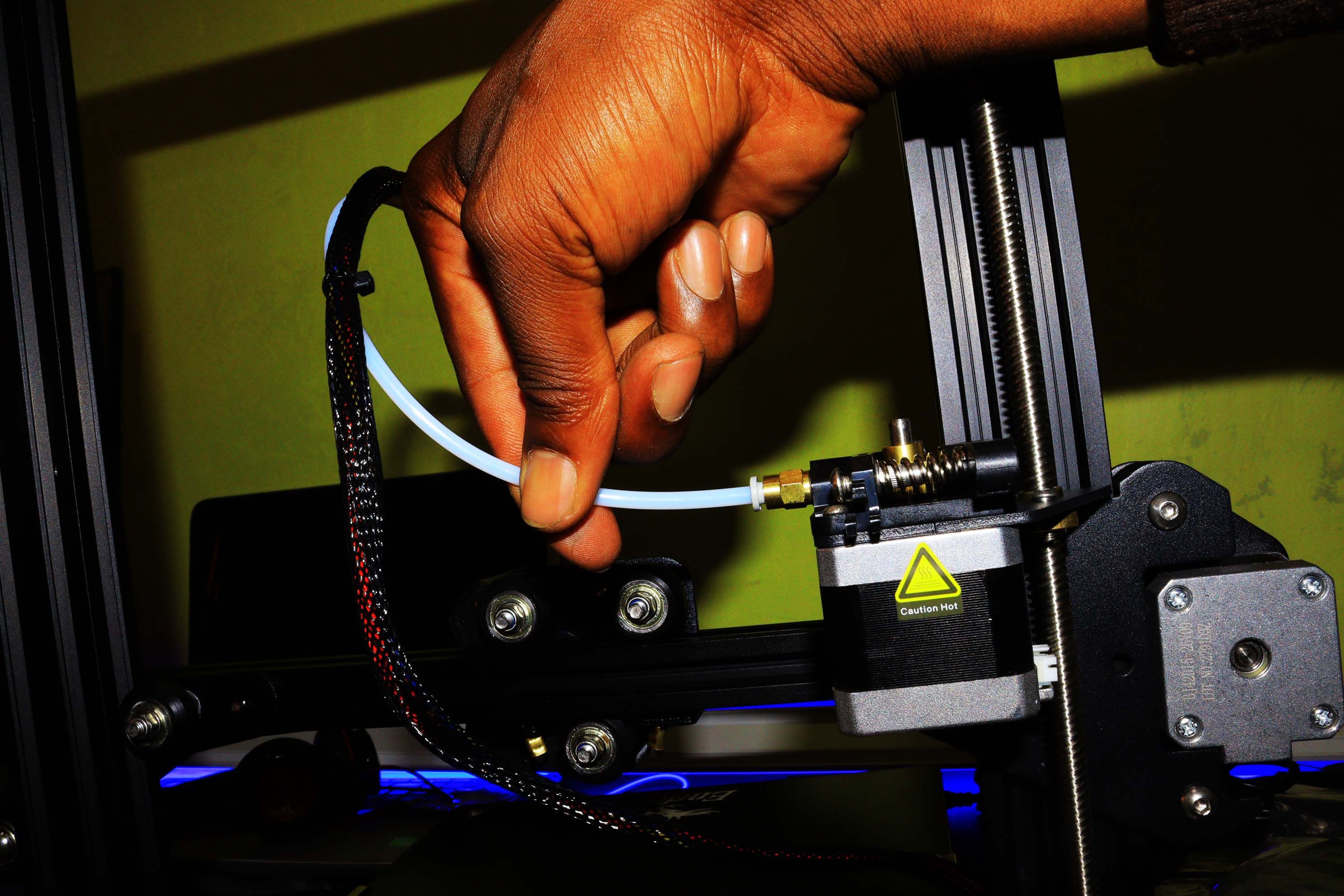
Шаг 11: Загрузка филамента
- Отрежьте кончик филамента под углом ~45° — это облегчает подачу.
- Вставьте филамент в отверстие Bowden‑фитинга и протолкните, пока он не достигнет хотэнда.
- На экране можно выбрать подачу филамента вручную и прокрутить экструдер, пока пластик не начнёт выходить из сопла.
- Проверьте качество плавления: филамент должен выходить ровной струёй без разрывов.
Note: Если пластик не выходит — проверьте направляющую, нет ли засора, и нагревается ли сопло до заявленной температуры.
Проверочная печать и критерии приёмки
- Запустите простой тестовый G‑код (кальян, куб 20 мм или тест платформы).
- Критерии приёмки:
- Первый слой ложится ровно, не отходит по краям.
- Нет прерываний в подаче филамента.
- Нет посторонних шумов шагающих моторов.
- Размеры тестового куба в пределах допустимой погрешности (±0.5 мм для бытовых принтеров после калибровки).
Test case: Печать 20×20×20 мм куба PLA при 0.2 мм высоте слоя. Если куб выглядит ровно и отдельные слои совпадают, базовая калибровка успешна.
Роли и чек‑листы (быстрое решение задач по компетенциям)
Новичок:
- Проверить наличие всех деталей.
- Собрать раму и установить датчики/моторы.
- Выставить напряжение, выровнять стол по бумаге, загрузить PLA и распечатать тест.
Опытный пользователь:
- Проверить соосность валов, натяжение ремней, привести в порядок кабели.
- Скорректировать шаги моторных драйверов (если требуется) и выполнить PID‑туннинг (при необходимости).
Техник/ремонтник:
- Проверить целостность плат и пайки, при необходимости заменить вентиляторы или блок питания.
- Обновить прошивку, настроить микрошаги и драйверы TMC (если установлены).
Частые проблемы и устранение (когда сборка не даёт результата)
- Принтер не включается: проверьте переключатель напряжения и предохранитель на блоке питания, провода питания на плате.
- Экструдер не подаёт филамент: проверьте натяжение прижимной гайки экструдера, режьте филамент под углом, проверьте нагрев сопла.
- Первый слой плохо ложится: повторите выравнивание при рабочей температуре и проверьте чистоту стола (спирт).
- Шумные шаговые моторы на Z: проверьте соосность вала, подтяните крепления мотора, проверьте, не задевают ли жилья проводки.
- Ремень проскальзывает или провисает: увеличьте натяжение, проверьте зубчатые шкивы на предмет повреждений.
Edge‑case gallery: Если после всех действий слой прилипает к соплу, остановите печать, охладите сопло и осторожно очистите сопло — возможно, в сопле остался застрявший кусочек старого пластика.
Совместимость филаментов и рекомендации
- PLA: самый простой материал для старта — температура сопла ~190–210 °C, стола 0–60 °C.
- PETG: требует более высокой температуры сопла и подогрева стола, склонен к нитям.
- ABS: требует закрытой камеры и стабильного нагрева стола; может деформироваться на больших деталях.
Compatibility note: Ender 3 V2 рассчитан на стандартные филаменты 1.75 мм; для специальных материалов (TPU, композитные) подберите соответствующие настройки экструдера и скорости.
Техническое обслуживание и безопасность
- Регулярно смазывайте винтовые направляющие и проверяйте ремни каждые 50–100 часов печати.
- Держите вентиляционные отверстия блока питания чистыми.
- Отключайте питание при работе с платой или заменой проводки.
- Храните филамент в сухом месте с пакетиком силикагеля.
Быстрый чек‑лист перед первой печатью
- Проверьте, установлен ли переключатель напряжения верно.
- Убедитесь в затяжке всех винтов и отсутствии люфтов.
- Проведите автохом и ручное выравнивание бумаги.
- Прогрейте хотэнд и стол, затем загрузите филамент.
- Запустите тестовый куб и наблюдайте первый слой.
FAQ (частые вопросы)
Q: Сколько времени занимает сборка?
A: При аккуратной работе базовая сборка — 45–90 минут; новички — до 2 часов.
Q: Можно ли сразу печатать ABS?
A: Без закрытой камеры и надёжного подогрева стола риск деформации высок; для ABS нужна модернизация.
Короткое резюме
- Собирайте Ender 3 V2 по шагам: рама → моторы → ремни → электроника → питание → выравнивание → загрузка филамента.
- Тщательно проверяйте напряжение блока питания и надёжность электрических соединений.
- Выравнивание стола при рабочей температуре и тестовый куб — ключ к успешной первой печати.
Social preview suggestion: Заголовок — Как собрать Ender 3 V2: полный пошаговый гайд. Описание — Быстрая сборка, калибровка стола и тестовая печать с чек‑листами и советами по устранению неполадок.
1‑строчный словарь:
- Bowden — трубка для подачи филамента,
- Nozzle — сопло,
- Bed leveling — выравнивание стола.
Конец руководства. Удачных печатей!
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
