Как начать 3D‑печать: руководство для начинающих
Важно: перед первой печатью прочитайте раздел «Шаги перед первой печатью» и выполните проверочный контроль — это сэкономит много времени.
Введение
3D‑печать — доступное и увлекательное хобби, но начинающим иногда кажется сложной. Цель этого руководства — пояснить процесс простыми словами, дать понятные шаги, чек‑листы и советы по решению типичных проблем, чтобы вы могли успешно выполнить первую (и последующие) печати.
Как пользоваться 3D‑принтером
Процесс печати состоит из четырёх базовых этапов:
- Скачать или создать 3D‑модель.
- Преобразовать модель в инструкции для принтера (слайсинг → G‑code).
- Передать инструкции на принтер (SD, USB, сеть).
- Запустить печать и наблюдать (с учётом мер безопасности и контроля).
Если вы используете библиотеку, makerspace или сервис по требованию, роль пользователя часто сводится к передаче файла и выбору материала — оператор выполняет остальную работу.
Многие массовые принтеры поставляются с примерами моделей и предустановленными настройками, что позволяет сразу получить первые результаты.
Что такое файл STL?
STL — сокращение от «stereolithography». Файл .stl описывает геометрию поверхности модели с помощью треугольных граней (mesh). Важные свойства формата:
- Не содержит информации о цвете, материале, текстурах или свойствах печати — только форма.
- Может быть в ASCII или в бинарном формате; бинарные файлы обычно компактнее.
- STL не хранит масштаба (единицы в файле не гарантируются), поэтому при импорте нужно контролировать размер модели.
Размеры файлов зависят от сложности сетки: простые модели — сотни килобайт, крупные и детализированные — десятки или сотни мегабайт.
Где взять STL‑файлы
Два пути получить STL:
- Спроектировать модель самостоятельно в CAD/3D‑редакторе (OpenSCAD, Fusion 360, Blender, Tinkercad и др.).
- Скачать готовую модель с сайтов со свободными и премиальными моделями.
Популярные ресурсы для скачивания моделей: Thingiverse, Printables (ранее PrusaPrinters), MyMiniFactory, Cults3D. На многих площадках есть фильтры по сложности, материалу и наличию поддержки.
Если у вас нет своего принтера, можно передать STL оператору сервиса — он слайснет и напечатает модель по вашим пожеланиям.
Слайсинг и G‑code: что нужно знать
G‑code — это пошаговые инструкции для принтера: перемещения сопла, температура, скорость, подача филамента и другие параметры. Слайсер преобразует поверхность модели (STL) в набор команд по слоям — поэтому процесс называется «слайсинг».
Ключевые параметры слайсинга, которые влияют на результат:
- Высота слоя (Layer height): влияет на детализацию и скорость печати. Меньше высота слоя = лучше детализация, дольше печать.
- Заполнение (Infill): плотность внутренней структуры влияет на прочность и вес.
- Скорость печати: чем быстрее — тем больше риск дефектов.
- Температура сопла и стола: зависит от используемого филамента (PLA, PETG, ABS и т.д.).
- Ретракция (Retraction): уменьшает нити (stringing) при перемещениях.
- Поддержки (Supports): добавляются для выступов и нависающих частей.
- Первые слои, адгезия: важнейшие параметры для успешного старта печати (brim/raft/скотч/лак для стола).
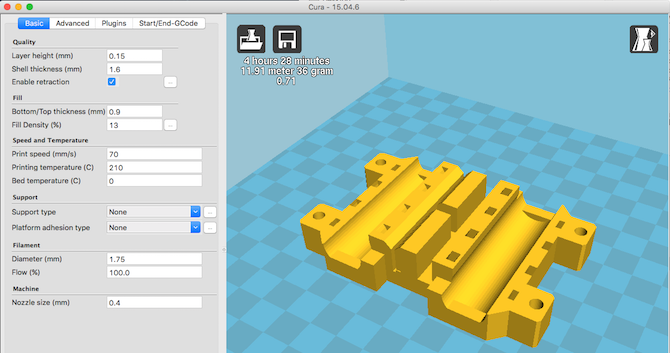
Популярные слайсеры:
- Cura (бесплатный, дружелюбный для новичков).
- PrusaSlicer / Slic3r (мощный, много опций).
- Simplify3D (платный, но с тонкой настройкой процесса).
- Repetier‑Host, ideaMaker, SuperSlicer.
Слайсеры часто содержат предустановки («presets») для популярных моделей принтеров и типов филамента. При отсутствии профиля введите параметры стола, диаметр филамента (обычно 1.75 мм или 2.85/3 мм), размеры печатного стола и желаемые настройки качества.
Совет: сохраняйте экспортированный G‑code с понятным именем и метаданными: модель, масштаб, тип филамента, предполагаемое время печати. Это ускорит повторные запуски.
Как напечатать в первый раз
После слайсинга и получения G‑code нужно передать файл на принтер. Три основных метода:
- SD‑карта или USB‑накопитель (часто самый простой вариант). Вставьте карту в принтер и выберите файл через меню на дисплее.
- Подключение по USB к компьютеру и управление через программу (слайсер или специальный интерфейс). Компьютер должен оставаться включённым на время печати.
- Сетевой контроллер (OctoPrint/OctoPi на Raspberry Pi): удобный способ удалённого управления и мониторинга печати по Wi‑Fi.
Перед запуском проверьте:
- Залит ли филамент и подаётся ли он в хот‑энд.
- Правильно ли откалибрована платформа (уровень стола / автостабилизация — bed leveling).
- Чист ли сопло и нет ли старых фрагментов материала.
- Установлены ли параметры температуры в соответствии с материалом.
Совет: не стойте непосредственно над печатающимся принтером: сквозняки и резкие изменения температуры могут повлиять на качество первого слоя.
Шаги перед первой печатью (минимальный предпечатный чек‑лист)
- Очистить и обезжирить поверхность стола.
- Проверить правильность установки филамента и его целостность.
- Сделать ручную подачу филамента до появления равномерной нити из сопла.
- Уровень стола: отрегулировать до рекомендуемого зазора (например, лист бумаги между соплом и столом).
- Установить параметры слайсера для первого слоя: медленнее, чуть выше температуры для лучшей адгезии.
- Запустить тестовую печать калибровочного куба (20×20×20 мм) или буквы по шаблону.
Основные проблемы и как их исправить
Ниже — распространённые дефекты с краткими способами их устранения.
- Отслоение (warping): увеличить температуру стола, добавить ободок (brim) или использовать закрытую камеру/корпус.
- Нити/стринги (stringing): увеличить ретракцию, понизить температуру сопла, ускорить перемещения между островками.
- Плохая адгезия первого слоя: очистить стол, увеличить скорость охлаждения, использовать клей‑палочку или каптон/пластиковую пленку, поднять температуру первого слоя.
- Подавление/пропуск экструзии (under‑extrusion): проверить напряжение экструзера, диаметр филамента, наличие засора в сопле, увеличить множитель подачи (flow/extrusion multiplier).
- Частые засоры: выполнить чистку сопла, сделать «cold pull», проверить качество филамента.
- Смещение слоёв: проверить натяжение ремней, шаговые двигатели, потери шагов из‑за слишком высокой скорости.
Important: если вы не уверены, остановите печать и внимательно осмотрите проблему. Продолжение печати при серьёзных дефектах может привести к потере материала и повреждению модели.
Когда слайсинг «не даёт» хороший результат — альтернативные подходы
- Попробуйте другой слайсер: разные движки генерации путей (path planning) могут давать различный результат для одной модели.
- Измените ориентацию модели на столе: иногда переворот или поворот на 45° уменьшает количество поддержек и улучшает прочность.
- Разбейте сложную модель на части и печатайте по частям с последующей склейкой.
- Используйте поддерживающие структуры, которые легко удаляются (soluble supports при наличии двухэкструдерного принтера).
Методика проверки качества — мини‑метод
- Напечатайте калибровочный куб 20×20×20 мм.
- Измерьте стороны штангенциркулем; отклонение больше 0.5 мм на 20 мм требует калибровки шагов экструдера/оси.
- Проверьте поверхность на растяжение и нити: при наличии — отрегулируйте ретракцию.
- Оцените первый слой: ровный, спрессованный и без пустот.
- При положительном результате увеличьте размеры деталей и сложность.
Роли и краткие чек‑листы
Hobbyist (любитель):
- Выбрать простую модель.
- Использовать PLA — легче печатать.
- Проверить уровень стола и первые слои.
- Проводить тесты с одной настройкой за раз.
Library technician (техник библиотеки):
- Подготовить набор преднастроек для разных принтеров.
- Вести журнал печатей: файл, материал, время, проблемы.
- Обеспечить инструкции по безопасности и уходу за принтером.
Educator (преподаватель):
- Демонстрационная модель для первого урока.
- План занятий по освоению слайсера и базовой подготовки.
- Материалы для объяснения свойств филаментов (PLA, PETG, ABS).
Критерии приёмки для первой успешной печати
- Модель напечатана полностью без отслоений.
- Размеры ключевых элементов в пределах требуемой точности (обычно ±0.5 мм для бытовых принтеров).
- Отсутствие грубых нитей и потёков пластика.
- Поверхность без видимых слоёв разрушения и без пропусков экструзии.
Краткая галерея крайних случаев (edge‑case gallery)
- Очень тонкие детали: склонны к деформации, печатайте медленнее, увеличьте толщину стенки.
- Модели с внутренними шарами: потребуют тщательно продуманной ориентации и поддержек.
- Большие плоские детали: склонны к короблению — используйте нагреваемый стол и ободок.
Пример простого SOP: первый запуск новой намотки филамента
- Убедиться, что катушка правильно установлена и свободно вращается.
- Отмотать 10–20 см и обрезать края под углом.
- Прогреть сопло до рекомендованной температуры для филамента.
- Подать филамент вручную до появления чистой нити.
- Выполнить «очистительную» экструзию 5–10 мм.
- Загрузить G‑code и начать тестовую печать.
Короткая шпаргалка по настройкам (cheat sheet)
- PLA: сопло 190–220 °C, стол 20–60 °C.
- PETG: сопло 230–250 °C, стол 70–90 °C.
- ABS: сопло 230–260 °C, стол 90–110 °C, закрытая камера.
- Layer height: 0.12–0.3 мм (меньше — лучше детализация).
- Infill: 10–25% для декоративных, 40–100% для функциональных деталей.
Note: температуры зависят от конкретного производителя филамента — ориентируйтесь на рекомендации на катушке.
Краткий глоссарий (одна строка)
- STL: формат 3D‑модели, описывающий поверхность треугольниками.
- G‑code: набор команд для управления принтером.
- Слайсер: программа, преобразующая STL в G‑code.
- Infill: внутренняя структура модели.
- Retraction: втягивание филамента для предотвращения нитей.
- Layer height: высота одного слоя печати.
- Bed leveling: выравнивание печатной поверхности.
Диаграмма принятия решения (Mermaid)
flowchart TD
A[Есть STL?] -->|Да| B[Выбрать слайсер]
A -->|Нет| C[Создать или скачать модель]
B --> D{Есть профиль принтера?}
D -->|Да| E[Слайсить с предустановками]
D -->|Нет| F[Ввести параметры принтера]
E --> G[Экспорт G‑code]
F --> G
G --> H{Передача на принтер}
H --> I[SD/USB]
H --> J[OctoPrint]
H --> K[USB‑связь с ПК]
I --> L[Печать]
J --> L
K --> L
L --> M{Успех?}
M -->|Да| N[Архивировать настройки]
M -->|Нет| O[Тревога: смотреть раздел 'Проблемы']Часто задаваемые вопросы (FAQ)
Q: Нужен ли мне собственный принтер, чтобы начать?
A: Нет — можно использовать сервисы печати по требованию или библиотеки с принтерами. Это позволит вам опробовать процесс без крупных затрат.
Q: Что лучше для начала — PLA или PETG?
A: PLA проще в печати и рекомендуется для новичков; PETG прочнее, но требует более точных настроек.
Q: Какой слайсер выбрать?
A: Для начала — Cura (удобный интерфейс и предустановки). При переходе к тонкой настройке попробуйте PrusaSlicer или SuperSlicer.
Краткое резюме
- 3D‑печать — это последовательный процесс: модель → слайсер → G‑code → принтер.
- Для первых печатей используйте простые модели и PLA.
- Контроль первого слоя и адгезии — ключ к успеху.
- Проблемы решаемы: анализируйте дефекты, меняйте одну настройку за раз.
Image Credit: tinx/ Depositphotos
Социальный превью (короткая заметка)
Хочется напечатать свою первую модель? Начните с простого: скачайте STL, слайсните в Cura и распечатайте на SD‑карте. Это займёт один‑два часа на первую пробную печать.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
