3D-печать посуды и столовых приборов: как сделать безопасно

Введение
Дешёвые FDM‑принтеры, такие как Creality Ender‑3, сделали 3D‑печать доступной массово. Естественное желание — печатать вещи для дома, включая кухонные предметы: ложки, мерные приборы, контейнеры. Однако контакт пищи с 3D‑печатной пластмассой несёт дополнительные риски по сравнению с промышленным пластиком: структурная пористость, примеси в филаментах, миграция частиц, контакт с компонентами принтера. В этой статье подробно разберём, почему большинство любительских 3D‑отпечатков не безопасны для пищи, какие шаги уменьшают риск и как организовать процесс, чтобы получить максимально безопасный результат.
Important: Эти рекомендации не заменяют официальную сертификацию. Если нужна стопроцентная уверенность (рестораны, продажа посуды), обращайтесь к лабораториям и выбирайте промышленные решения с сертификацией.
Ключевые понятия (одно‑предложные определения)
- FDM: метод послойной экструзии расплавленного филамента.
- Миграция частиц: перенос молекул/частиц материала в пищу при контакте или нагреве.
- HDT (Heat Deflection Temperature): температура, при которой пластик деформируется под нагрузкой.
Почему 3D‑печать по умолчанию не «пищев‑безопасна»
FDM‑печать формирует объект из множества тонких слоёв. Это даёт особенности, которые негативно влияют на пищевую безопасность:
- Пористость и микротрещины: слои не всегда полностью сплавляются, остаются капиллярные пути и микропары.
- Миграция веществ: аддитивы и красители в филаменте, металлические включения от сопла/шестерён и смазок могут переходить в пищу.
- Термальная деградация: при нагреве материалы могут выделять летучие органические соединения или изменять химическую стабильность.
- Контаминация оборудования: остатки смазок, отпечатки старых филаментов, PTFE‑вкладыши с присадками — всё это источник загрязнений.
Ниже разбираем эти механизмы подробно и даём практические рекомендации.
Пористость и развитие бактерий
Традиционные инъекционно формованные изделия плотные и почти непористые. FDM‑детали состоят из тысяч тонких дорожек; внутри часто оставляют сотни полостей (в зависимости от заполнения), а поверхность покрыта видимыми «линейками» слоёв.

Пористость создаёт идеальную среду для бактериальных колоний: капилляры удерживают влагу и органику, механическая чистка не достаёт до щелей, дезинфицирующие средства могут не проникать вглубь. Особенно опасны сальмонелла, E.coli и другие патогены, устойчивые к поверхностной обработке.
Рекомендации:
- Для изделий, контактирующих с влажной пищей, используйте максимально плотные параметры заполнения и периметров.
- После печати выполняйте постобработку закрытия поверхности (см. секцию «Вапор‑смазинг и герметизация»).
- По возможности используйте одноразовые 3D‑печатные формы только для сухой пищи и коротких контактов.
Миграция частиц и влияние внешних факторов
Взаимодействие пищи и поверхности сопровождается обменом молекул и частиц. Ключевые факторы, усиливающие миграцию:
- Время контакта: длительное хранение в контакте повышает риск.
- Температура: нагрев ускоряет диффузионные процессы.
- Механическое трение: посуда, которая царапается или скребётся, выделяет микрочастицы.
- Реактивность пищи: кислые или щелочные продукты быстрее растворяют и вымывают компоненты пластика.
Практическое правило: не храните агрессивные или горячие продукты в 3D‑печатных контейнерах, не используйте печатные приборы для приготовления или сервировки кислых напитков.
Латунь на сопле и шестернях: источник свинца и других металлов
На многих бюджетных принтерах штатное сопло выполнено из латуни. Латунь содержит примеси меди и цинка, а в некоторых случаях — следы свинца и других лёгких металлов. При контакте расплавленного филамента с металлом возможна адсорбция/впитывание частиц металла в поверхность расплава и их дальнейшая миграция в пищу.
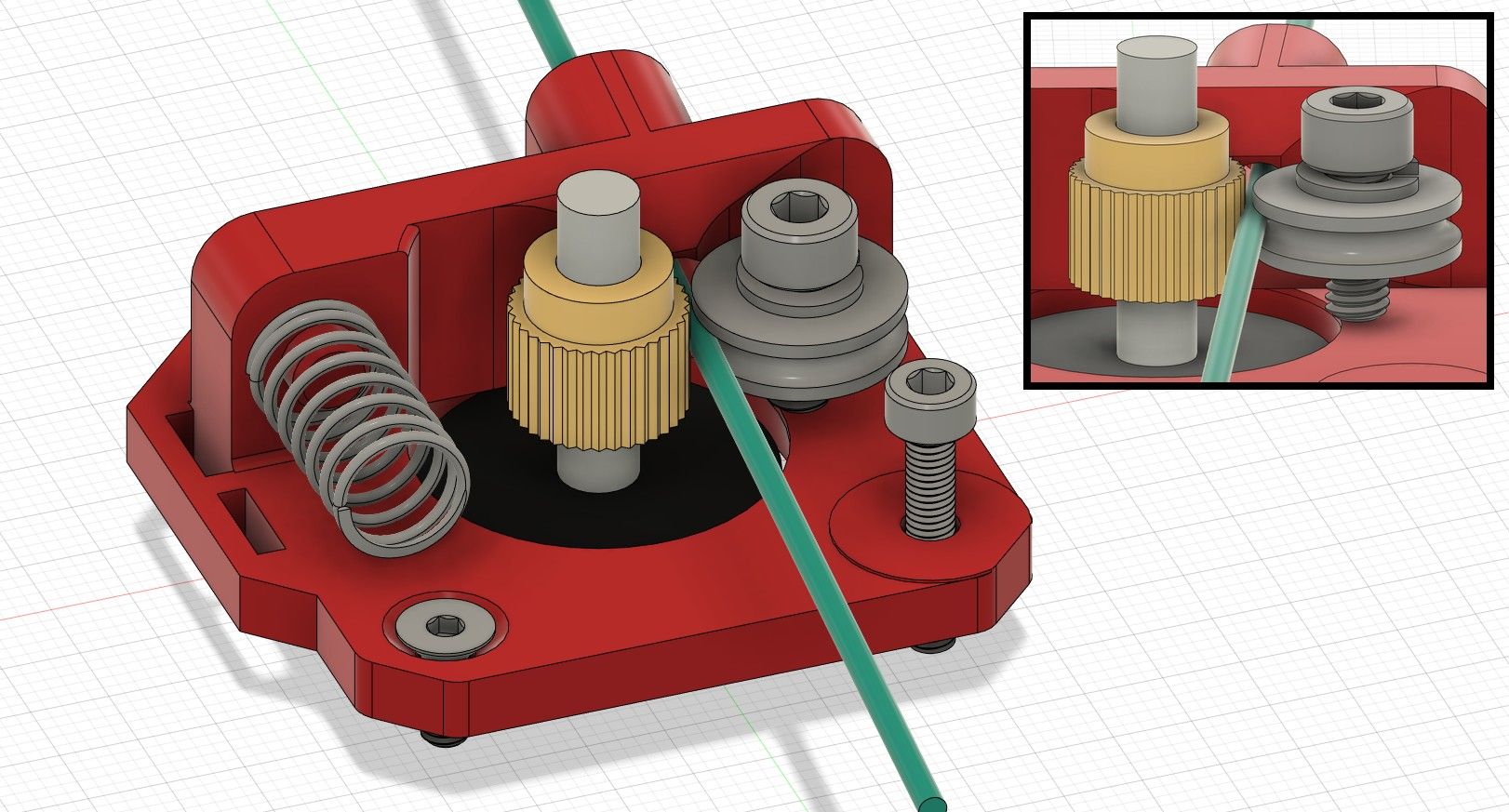
Рекомендация: смените сопла и прижимные элементы на нержавеющую сталь марки, пригодной для пищевых контактов, без дополнительных PTFE‑покрытий, содержащих непроверенные добавки.
Другие компоненты принтера и контаминация
- PTFE‑вставки и смазки: коммерческие PTFE‑трубки и вкладыши часто содержат смазочные добавки. Они удобны для печати, но могут выделять нежелательные вещества.
- Поверхность стола, клеи, пасты и смазки: остатки на поверхности могут попасть на первый слой и далее — в изделие.
- Филаменты на катушках: хранение в пыли или рядом с бытовыми химическими средствами приводит к абсорбции загрязнений.
Практики снижения риска:
- Поддерживайте принтер в чистоте и работайте в отдельной зоне для «пищевых» печатей.
- Используйте новые или выделенные инструменты и приспособления.
- Храните филаменты в герметичных пакетах с осушителем.
Большинство филаментов не являются пищевыми по умолчанию
PLA часто позиционируют как «биоразлагаемый» и «получаемый из растительных источников», но это не гарантирует чистоту. Производители добавляют пластификаторы, усилители, красители и другие аддитивы, которые меняют химическое поведение материала. Некоторые цветные или усиленные версии PLA не имеют допусков для пищевого контакта.
FDA выдает одобрения и списки материалов, которые подходят для контакта с пищей, но сертификация обычно привязана к конкретному составу и партии. То, что один PLA‑бобина сертифицирована, не означает, что другой PLA той же базовой химии с другим пигментом также безопасен.
Рекомендации:
- Выбирайте филаменты с явной маркировкой «food safe» и с документацией от производителя.
- Предпочитайте монофиламентные рецептуры без красителей для контакта с пищей.
- Будьте осторожны с композитными и усиленными филаментами (углеволокно, металлы, химически агрессивные наполнители).
Как 3D‑печатать безопаснее: практические шаги
Ниже — набор мер, которые вместе уменьшают риск и делают конечное изделие ближе к пищевой пригодности.
Выделенный принтер для пищевых изделий
Оптимальный уровень контроля достигается при наличии отдельного принтера и инструментов только для печатей, предназначенных для контакта с пищей. Это снижает перекрёстную контаминацию остатками смазок, красок и старых филаментов.
Плюсы: контроль, простота валидации; Минусы: расходы и место.
Замена латунных частей на нержавеющую сталь
Сопла, прижимные шестерни и участки, контактирующие с филаментом, лучше заменить на сертифицированную нержавеющую сталь. Избегайте покрытий с PTFE или силиконами, которые не имеют пищевых сертификатов.
Important: используйте запчасти с документами производителя о составе металла, если планируете сертифицировать изделие.
Вапор‑смазинг и химическое сглаживание поверхности
Некоторые материалы можно «расплавить» с поверхности растворителем (vapor smoothing), чтобы удалить слоёвую рельефность и запечатать поры. Для PLA это обычно не применимо; для ABS, ASA, HIPS и некоторых PETG‑вариантов подходят растворители (ацетон, этил ацетат).

Плюсы: гладкая поверхность, меньше мест для бактерий и лёгкая механическая очистка.
Минусы: химические пары, требующие вытяжки и средств защиты; не все филаменты реагируют предсказуемо.
Рекомендации:
- Проводите обработку в вытяжке и в перчатках.
- Используйте проверенные рецептуры и контролируемые циклы.
- После вапор‑смазинга обязательно промывайте и сушите изделие.
Механическая шлифовка и полировка
Если растворители не подходят, можно шлифовать и полировать поверхность до гладкости, затем наносить герметизирующие пищевые покрытия. Шлифовка эффективна, но трудоёмка и может менять геометрию деталей.
Пищевые покрытия и дип‑коутинги
Широкий класс решений: эпоксидные смолы с допуском для пищевого контакта, полиуретановые покрытия, специальные PTFE‑покрытия. Они образуют плотную непористую плёнку поверх FDM‑детали.
Важные замечания:
- Покрытие само должно иметь сертификат для контакта с пищей.
- Проверяйте температурную и абразивную стойкость покрытия.
- Нанесение и отверждение должно выполняться строго в соответствии с инструкцией производителя.
Выбор филамента по назначению
Краткая сводка по филаментам (ориентировочно):
- PLA: низкая HDT (~55–65°C), удобен в печати, потенциально пищевой, но плохо выдерживает горячие жидкости и посудомоечные циклы.
- PETG: химически инертнее, лучше переносит влагу; HDT выше PLA, но всё ещё ограничен для очень горячих продуктов.
- ABS: лучше по HDT и механике, подходит для вапор‑смазинга; при печати требует вытяжки и нагретой камеры.
- Nylon (полиамид): хорошая стойкость, но сложен в печати и гигроскопичен (впитывает влагу).
- Polypropylene (PP): сам по себе пищевой материал, но печатать сложно из‑за адгезии.
- PEI/Ultem: промышленный стандарт, может иметь пищевые допуски, но доступен только для промышленных принтеров.
Таблица совместимости (упрощённо):
| Материал | Пищевой потенциал | Лёгкость печати | Подходит для вапор‑смазинга | Примечания |
|---|---|---|---|---|
| PLA | Возможен при проверке состава | Очень легко | Нет | Низкая HDT |
| PETG | Часто да | Умеренно | Частично | Хорош для бутылок |
| ABS | Часто да | Сложнее | Да (ацетон) | Требует камеры |
| Nylon | Да при проверке | Сложно | Нет | Гигроскопичен |
| PP | Да | Очень сложно | Нет | Трудно прилипает |
| PEI/Ultem | Да (промышл.) | Очень сложно | Нет | Для пром. печати |
Note: Проверяйте конкретную партию филамента на наличие сертификатов.
Дизайн для чистки и безопасности
- Минимизируйте внутренние полостей и сложных геометрий.
- Проектируйте радиусы и скругления вместо острых переходов.
- Избегайте тонких щелей и ловушек для остатков пищи.
- Увеличьте толщину стенок и выполните больше периметров для плотности.
SOP: шаги для подготовки «пищевого» 3D‑отпечатка
- Выберите филамент с документированным сертификатом о пригодности для контакта с пищей.
- Подготовьте выделенный принтер: чистка, замена латунных частей на нержавеющую сталь, проверка PTFE‑вкладышей.
- Печатайте с минимальной высотой слоя и повышенным количеством периметров для уменьшения пористости.
- Выполните термическую обработку (если применимо) и механическую шлифовку.
- Примените вапор‑смазинг или пищевое покрытие согласно инструкции производителя.
- Проведите тесты на миграцию (либо отправьте изделие в лабораторию) и выполните визуальную инспекцию.
- Подпишите маркировку «для пищи / не для пищи» и ведите журнал партии.
Критерии приёмки
- Поверхность визуально гладкая и герметичная;
- Нет запаха растворителя;
- Нет заметных трещин и слоёв;
- Пройдены базовые тесты чистоты (горячая вода и мягкое моющее средство) без стойких загрязнений.
Тесты и критерии приёмки
Если у вас нет доступа к лаборатории, выполните домашние проверки:
- Водный тест: наполните изделие водой на 24 часа, проверьте на изменение цвета, запаха, мутность.
- Механический тест: имитируйте использование (скребки, ложки) и посмотрите, не появляются ли микрочастицы.
- Тепловой тест: залейте горячую (но не кипящую) воду и проверьте форму и выделение запаха.
- Микроскопия: при наличии увеличения можно оценить микропористость.
Эти тесты не заменяют лабораторных испытаний на миграцию химии и металлов, но помогают выявить очевидные проблемы.
Роль‑ориентированные чек‑листы
Для мастерской/хоббиста:
- Использовать отдельный принтер и оснастку;
- Хранить филаменты герметично;
- Менять сопла на нержавейку;
- Вести журнал партий.
Для малого бизнеса, печатающего на продажу:
- Запрашивать сертификаты филамента;
- Делегировать лабораторную проверку на миграцию;
- Маркировать партию и срок службы изделия;
- Предлагать инструкции по использованию и уходу клиентам.
Решение: стоит ли печатать посуду дома? (дерево решений)
flowchart TD
A[Нужна посуда для контакта с пищей?] -->|Да| B{Есть ли выделенный принтер и бюджет на модификации?}
A -->|Нет| Z[Печатайте без ограничений — не для пищи]
B -->|Да| C{Можно ли купить сертифицированный филамент?}
B -->|Нет| Y[Рассмотрите покупку готовых пищевых изделий]
C -->|Да| D[Печатайте с заменой латунных частей и постобработкой]
C -->|Нет| X[Не рекомендуется — риск миграции]
D --> E[Тестируйте и маркируйте: 'для контакта с пищей / не для горячих продуктов']Матричная оценка рисков и смягчения
- Риск: Миграция химии при нагреве — Смягчение: не использовать для горячих продуктов; выбирать материалы с высоким HDT; покрывать.
- Риск: Бактерии в порах — Смягчение: герметизация поверхности; дизайн без щелей; более плотная печать.
- Риск: Металлическая контаминация — Смягчение: смена латунных компонентов на нержавейку, чистка.
Когда подход «3D‑печатать для еды» не сработает
- Если требуется стерилизация автоклавированием: большинство FDM‑материалов не выдержат.
- Если изделие подвергается высокому механическому износу (например, кухонный нож): композиты и покрытия быстро изнашиваются.
- Если планируется коммерческая продажа без лабораторных испытаний и сертификации: юридический риск.
Короткая методология проверки надежности изделия (мини‑метод)
- Анализ состава филамента (сертификаты).
- Контроль исходного оборудования (нержавейка, чистота).
- Печать с консервативными параметрами (меньший шаг по слою, больше периметров).
- Постобработка: шлифовка, вапор‑смазинг/покрытие.
- Домашние тесты (вода, тепло, механика).
- Лабораторные испытания при коммерческом использовании.
Практические шаблоны и чек‑лист перед печатью
- Филамент: название, партия, дата покупки, сертификат
- Принтер: серийный номер, какие части заменены на нержавейку
- Параметры печати: высота слоя, количество периметров, заполнение
- Постобработка: метод, материал покрытия, время отверждения
- Тесты: дата, результат
Заключение
3D‑печать посуды и столовых приборов возможна, но требует осознанного подхода, инвестиций во вспомогательное оборудование и времени на тесты. Для хобби‑использования безопаснее ограничиться сухими, холодными продуктами и декоративными предметами. Для использования с горячими или реактивными продуктами — выбирайте сертифицированные материалы, проводите обработку поверхности и, при необходимости, лабораторные испытания.
Краткие выводы:
- По умолчанию FDM‑детали пористые и подвержены миграции веществ.
- Замена латунных деталей, герметизация поверхности и проверенные филаменты значительно снижают риск.
- Если нужен коммерческий уровень безопасности, необходима лабораторная сертификация.
Часто задаваемые вопросы
Можно ли печатать ложки из PLA для разового использования?
Да, для холодных и сухих продуктов разовые пластиковые ложки из PLA могут использоваться, если филамент без токсичных добавок. Не используйте такие ложки с горячей пищей.
Убивает ли горячая вода бактерии в порах 3D‑отпечатка?
Горячая вода снижает количество микроорганизмов, но капиллярные пути и защищённые микроколонии могут выживать. Полная стерильность не гарантируется.
Какие покрытия наиболее безопасны?
Пищевые эпоксиды и сертифицированные полиуретаны дают хорошую защиту — но важно следовать инструкции по отверждению и проверять сертификаты производителя.
Надо ли менять сопло обязательно?
Для максимального уровня безопасности рекомендуется заменить латунные сопла и прижимные шестерни на нержавеющую сталь, сертифицированную для пищевого контакта.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
