Как правильно выровнять стол 3D‑принтера

Почему важно выравнивать стол 3D‑принтера
Выравнивание стола напрямую влияет на качество печати. Ниже — основные причины, почему это важно:
- Улучшение адгезии первого слоя. Если в некоторых местах стол слишком близко или далеко от сопла, нити не будут прилипать равномерно, и объект может отклеиться в процессе печати.
- Снижение стринга и подтёков. Неровности поверхности приводят к неравномерному оттоку пластика и к образованию нитей и капель.
- Устранение «пупырышек» и пустот. Мелкие дефекты на первых слоях часто возникают из‑за перепадов расстояния между соплом и столом.
- Предотвращение коробления. Неровный стол увеличивает риск неравномерного остывания и деформации краёв модели.
- Меньше подкладок и опор. Хорошо выровненный стол уменьшает потребность в рафтах и поддержках, экономит материал и время.
Важно: термин «стол» (или «bed») означает платформу, на которой печатается объект. Адгезия — прилипание расплавленного пластика к поверхности стола.
Что нужно для выравнивания стола
Прежде чем начать, подготовьте простые инструменты:
- Изопропиловый спирт и мягкая ткань для очистки поверхности.
- Бумага формата A4 или тонкая карточка для «тестового» зазора.
- Набор винтов или запасные крепления на случай потерь.
- Шестигранник (allen) или крестовая/плоская отвёртка — по типу винтов вашей платформы.
- Штангенциркуль для контроля толщины первого слоя и калибровки высоты сопла.
Пара заметок по локализации: если вы используете стеклянную или специализированную поверхность (PEI, BuildTak), соблюдайте рекомендации производителя по очистке и температуре.
Шаг 1. Выключите и отключите принтер
Перед любыми регулировками отключите питание и вытащите вилку из розетки. Это безопаснее и предотвращает случайный нагрев, движение осей и короткие замыкания при попадании жидкости на электронику.
Важно: даже если вы собираетесь только проверить крепёж, обесточивание минимизирует риск травм и повреждений.
Шаг 2. Очистите поверхность стола
Алгоритм очистки:
- Смочите кусок ткани изопропиловым спиртом (70–90%).
- Тщательно протрите всю поверхность стола, удаляя следы старого пластика и пыль.
- Если есть прилипшие кусочки пластика, аккуратно снимите их шпателем.
- При необходимости промойте тёплой водой и высушите.
Чистая поверхность даёт предсказуемую адгезию и уменьшает вероятность брака. Остатки жира и пыли — частая причина «плохих» первых слоёв.
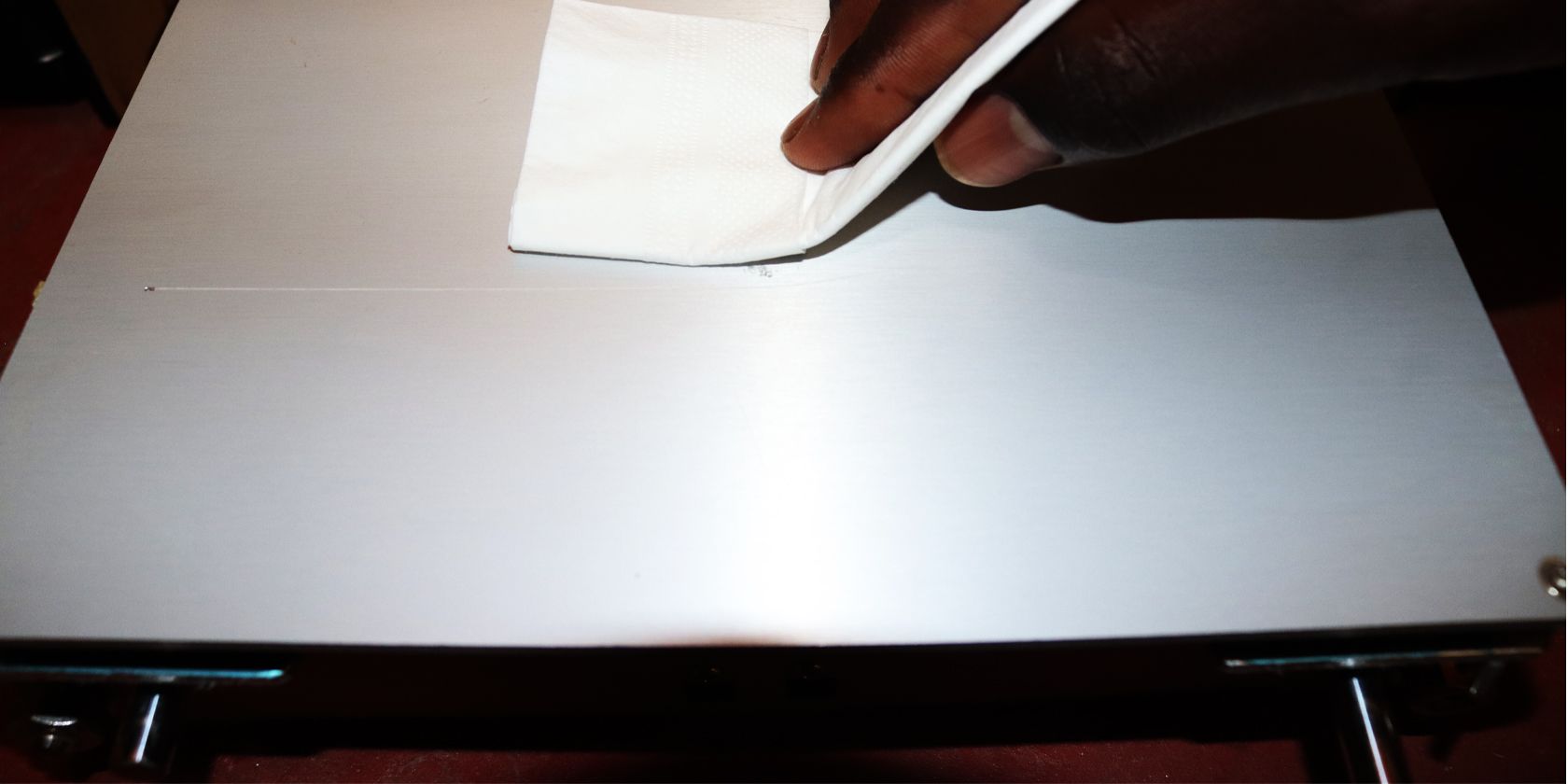
Шаг 3. Грубо выровняйте стол листом бумаги
Начинайте с центральной позиции сопла. Убедитесь, что оси X и Y свободно перемещаются, и переместите сопло в центр.
Положите лист бумаги на стол и медленно опустите сопло до лёгкого контакта с бумагой. Бумага должна скользить с небольшим сопротивлением — это «золотой стандарт» для ручного выравнивания.
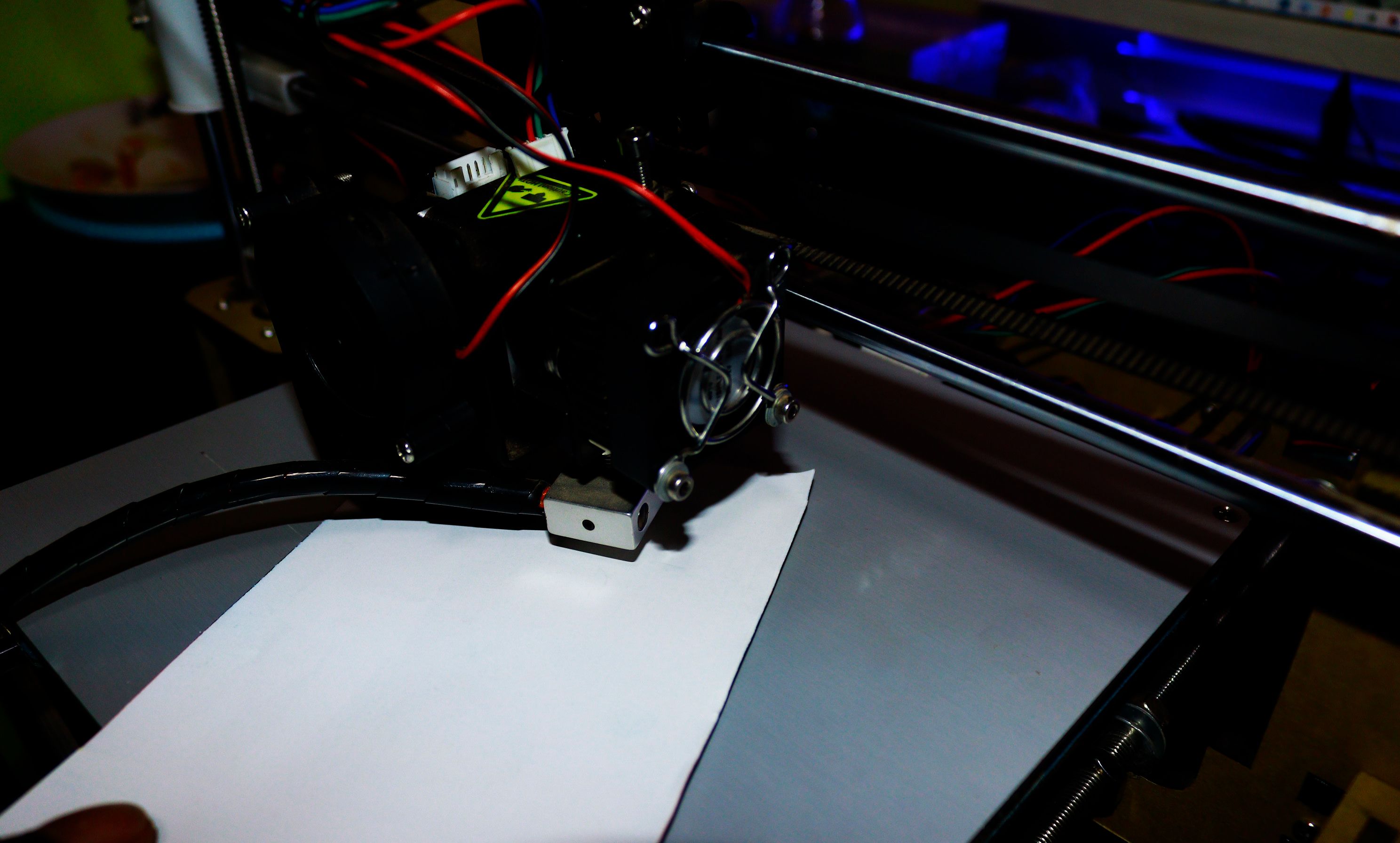
Проходите этой процедурой по четырём углам стола и в центре. В каждой точке доводите винты так, чтобы бумага едва ощущалась. Затем уверенно затяните все винты, чтобы стол не двигался во время печати.
Совет: не тяните винты «до упора» — лучше добиться равномерной лёгкой плотности во всех точках.
Шаг 4. Подтяжка винтов
Используйте подходящий ключ или отвёртку. Затягивайте винты по диагонали, как при балансировке колёс. Это помогает избежать перекоса поверхности.
Правила работы с винтами:
- Затягивайте равномерно, по пол-оборота за проход.
- Не перетягивайте — можно сорвать резьбу или повредить пружины/подкладки.
- Если используются пружины под столом, подтяните так, чтобы пружина держала давление, но при этом стол легко поддавался при корректировках.
После затяжки ещё раз проверьте зазор бумажным методом: затяжка может слегка изменить положение.
Шаг 5. Тест‑печатка
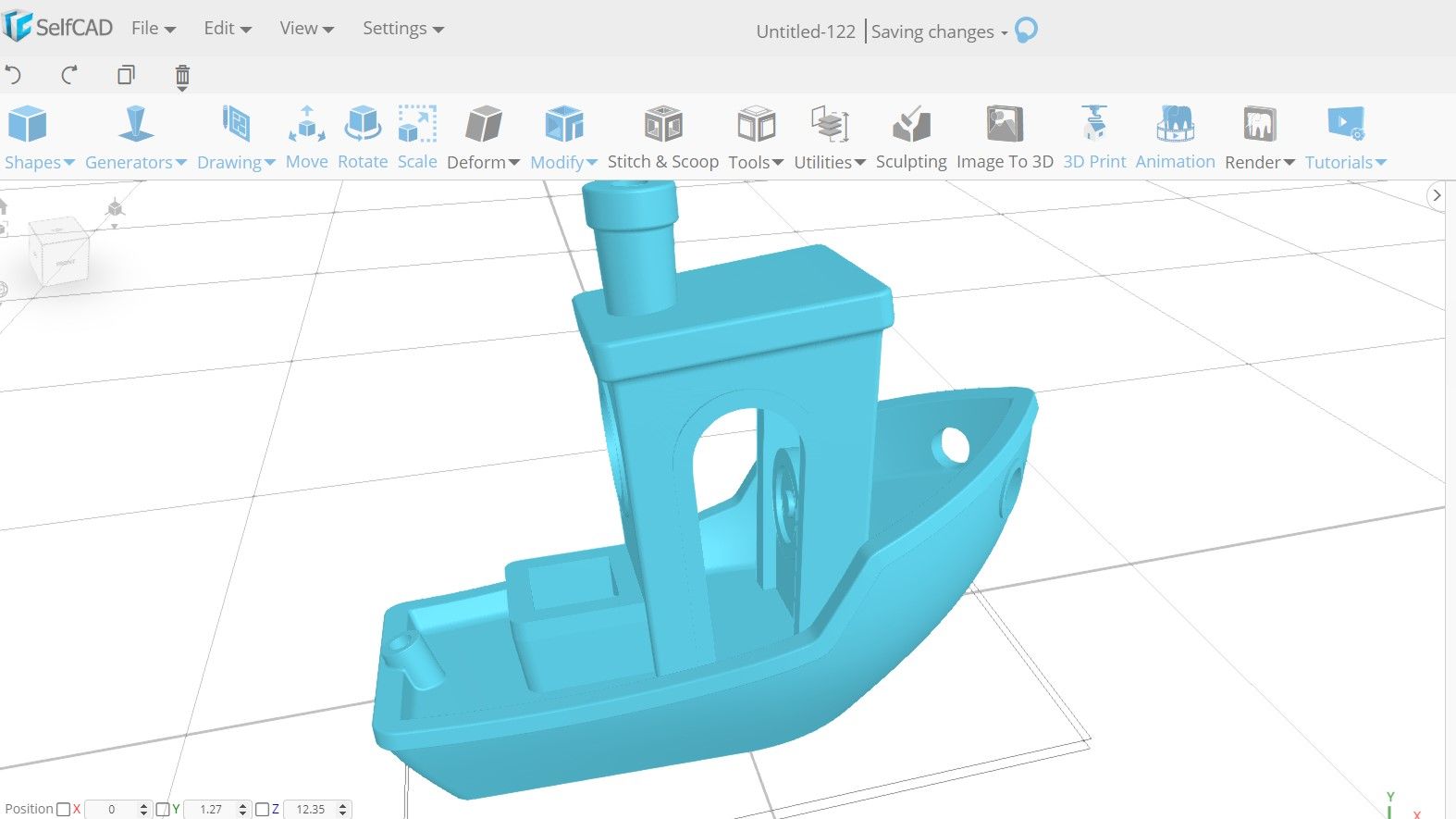
После выравнивания выполните тест‑печатку. Полезные тест‑модели:
- 3DBenchy — общий тест точности модели.
- Bed Leveling Calibration Object (MyPc67) — ориентирован на проверку ровности стола.
- CHEP Manual Bed Level — модель, оптимизированная для Ender 3 Series.
Оценивайте:
- Первый слой: ровный, сплошной, без пропусков.
- Края: не отрываются и не поднимаются.
- Общая геометрия: отсутствие значительных искажений.
Если результаты неудовлетворительны, повторите ручную калибровку и проверьте температуру стола и сопла.
Понимание автоматического выравнивания
Автоматическое выравнивание использует датчики и зондирование для построения карты поверхности стола. Популярные типы датчиков:
- Индуктивные датчики — работают на металлических столах.
- Емкостные датчики — чувствительны к любым материалам, но требуют тонкой настройки.
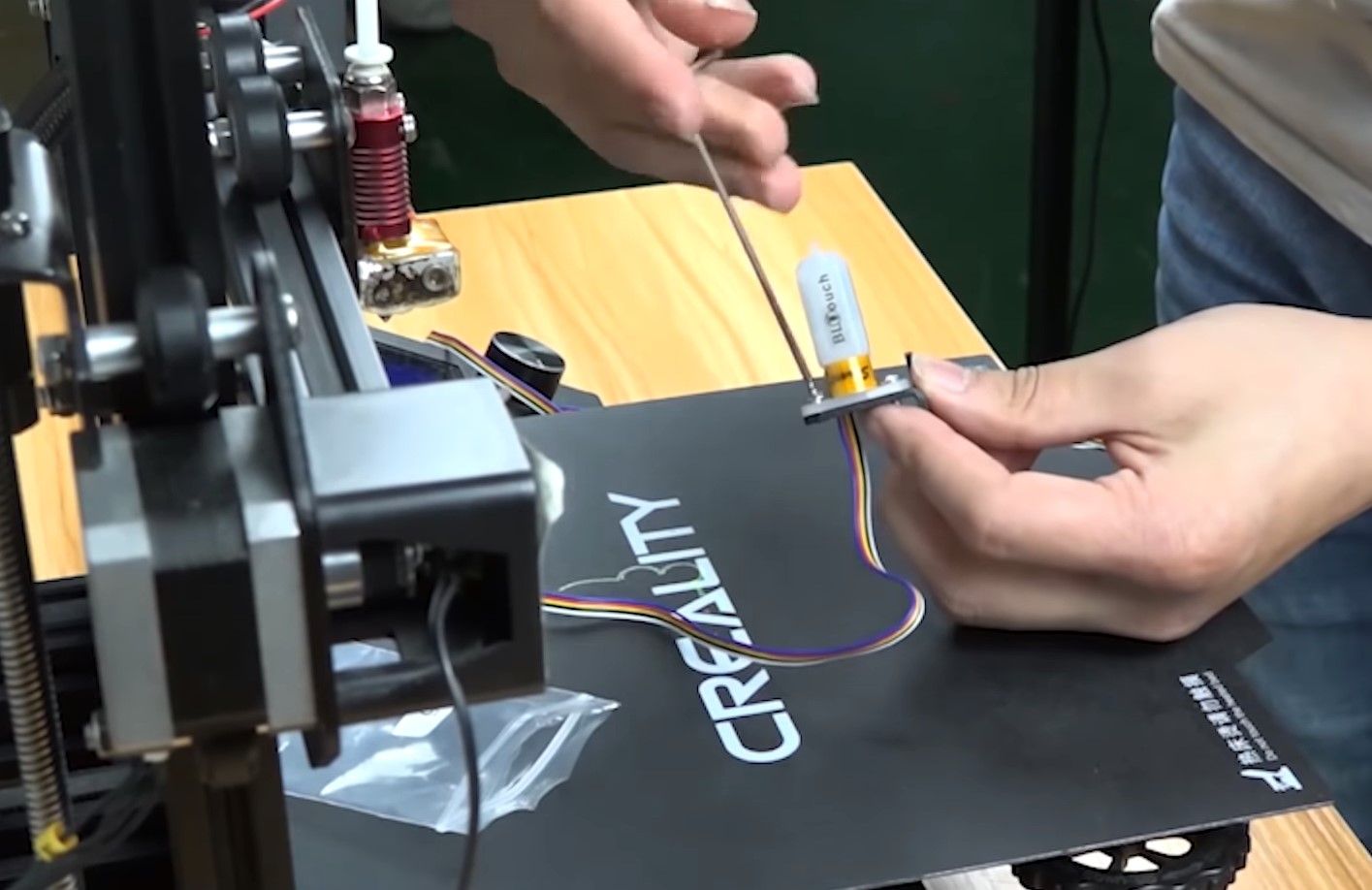
- BLTouch (механический зонд) — физически касается стола и даёт надёжные измерения на любых поверхностях.
Типичная схема работы:
- Принтер выполняет G28, затем G29 (или аналог в прошивке) — проходит по нескольким точкам.
- Контроллер строит «mesh» — сетку высот по поверхности.
- Во время печати прошивка компенсирует мелкие перепады, поднимая или опуская сопло.
Плюсы автоуровня:
- Меньше ручной работы.
- Хорош для кривых или деформированных столов.
Минусы:
- Требует корректной установки и калибровки датчика.
- Может быть несовместим с нестандартными поверхностями (толстый стекло, магнитные покрытия) без дополнительной настройки.
Техническая заметка: при установке BLTouch или аналогичного датчика потребуется обновить прошивку и, возможно, отредактировать параметры (offset, z‑probe offset, grid size).
Когда ручное выравнивание лучше автоматического
- Если у вас простая и жёсткая стеклянная платформа, ручная калибровка даёт быстрый и стабильный результат.
- Автосенсоры дают преимущество при частых изменениях поверхности (съёмные пластины, толщина покрытия), но требуют времени на настройку.
- При хронически перекошенном креплении стола автомат не исправит серьёзные механические дефекты.
Важно: автоматическое выравнивание компенсирует небольшие перепады, но не заменяет надёжную механическую фиксацию и чистую поверхность.
Мини‑методология: быстрый рабочий цикл выравнивания
- Выключите принтер, проверьте крепёж.
- Очистите стол изопропилом.
- Выполните грубую калибровку листом бумаги в центре и четырёх углах.
- Подтяните винты по диагонали.
- Сделайте тест‑печать маленьким кольцом или полоской для первого слоя.
- При необходимости скорректируйте Z‑offset или делайте донастройку беби‑степами во время печати.
Этот цикл занимает 10–20 минут для ручного выравнивания и даёт надёжный результат для большинства бытовых задач.
Критерии приёмки
- Первый слой непрерывный и равномерный по толщине.
- Нити прочно прилипают к столу, без отклеивания краёв.
- На тестовой модели нет видимых пустот первых слоёв.
- Повторные тесты в разных местах стола дают одинаковый результат.
Если хотя бы одно условие не выполняется, продолжайте регулировку.
Чек‑лист по ролям
Для хоббиста:
- Очистить стол.
- Быстро настроить листом бумаги по 4 углам и центру.
- Сделать 3–5‑минутный тест первого слоя.
Для лаборатории Makerspace:
- Проверить пружины и крепления.
- Использовать штангенциркуль для измерения первого слоя.
- Запустить автоматическое зондирование при наличии датчика.
Для сервисного техника:
- Проверить базовую геометрию станка (раму, оси).
- Выполнить измерение плоскостности и при необходимости заменить изношенные элементы.
- Настроить прошивку и профиль с учётом Z‑offset и Mesh size.
Отладка: распространённые проблемы и решения
Проблема: первый слой слишком тонкий или его вообще нет.
- Причина: сопло слишком далеко от стола.
- Решение: опустите стол (или уменьшите Z‑offset), повторите проверку бумажным методом.
Проблема: первый слой «сопливит» и создаёт лужицы.
- Причина: слишком маленький зазор (сопло прижато к столу) или избыточная температура струи.
- Решение: поднимите стол на пару делений, снизьте температуру сопла на 5–10 °C.
Проблема: края модели отклеиваются.
- Причина: плохая адгезия, холодный стол или грязная поверхность.
- Решение: очистите стол, поднимите температуру стола или добавьте клей/лак для печати.
Проблема: автоуровень даёт непоследовательные результаты.
- Причина: неправильный offset датчика, нестабильное крепление датчика или помехи (магнитные поверхности).
- Решение: проверьте надёжность монтажа, откалибруйте Z‑offset, переключитесь на механический зонд при сомнениях.
Тестовые случаи и критерии приёмки для проверок
- Тест 1: Печать 1‑слойной «паутины» 50×50 мм, высота слоя = 0.2 мм. Критерий: сплошной контур без пропусков.
- Тест 2: Печать 3DBenchy. Критерий: отсутствуют крупные дефекты на корпусе, плотность первого слоя равномерная.
- Тест 3: Вертикальная штанга 10×10×50 мм на одной из областей стола. Критерий: отсутствие отслоения у основания.
Эти тесты помогают отличить ошибки выравнивания от проблем с экструдером и прошивкой.
Фактовая панель — практические числа
- Стандартная температура PLA: 190–220 °C. При необходимости корректируйте на ±5–10 °C.
- Температура стола для PLA: 50–70 °C.
- Типичная высота первого слоя: 0.1–0.3 мм, часто немного выше, чем обычный слой.
- Количество точек для mesh‑уровня: 3×3–7×7 в зависимости от размера стола.
Эти значения — ориентиры. Всегда проверяйте рекомендации производителя филамента и поверхности стола.
Примеры альтернативных подходов
- Магнитные съёмные столы: облегчает съём готовых деталей, но требует новой калибровки при каждой установке.
- Стекло + клей‑лак: обеспечивает ровную поверхность и отличную адгезию для мелких деталей.
- Специальные покрытия (PEI, BuildTak): минимизируют необходимость в клейких средствах, но меняют поведение автозондов.
Выбор подхода зависит от задач: быстрые прототипы vs. качественные декоративные модели.
Советы по совместимости и миграции при обновлении принтера
- При переходе на BLTouch проверьте совместимость контроллера и прошивки (Marlin, Klipper и т.д.).
- Сохраните исходные настройки (backup) перед прошивкой.
- После установки датчика выполните процедуру автокалибровки и проверьте Z‑offset вручную.
Короткое объявление для соцсетей
Нужна качественная печать? Выровняйте стол 3D‑принтера: очистите, отрегулируйте винты, проверьте бумажным методом и сделайте тест‑печать. Простые шаги — большие результаты.
Глоссарий в одну строку
- Z‑offset — вертикальное смещение сопла относительно нулевой точки стола; используется для настройки первого слоя.
- Mesh leveling — автоматическая карта высот стола, по которой прошивка компенсирует перепады.
- Адгезия — способность расплавленного пластика прилипать к поверхности стола.
Краткое заключение
Выравнивание стола — базовый навык для любого, кто печатает на FDM‑принтере. Регулярная проверка и простая методика с листом бумаги дают быстрый и надёжный результат. Если вы используете автоуровень, не забывайте проверять и калибровать датчик. Пройдите чек‑лист, запустите тесты и настройте профиль печати — и вы заметно улучшите качество деталей.
Важное: если после всех процедур проблемы сохраняются, посмотрите на механическую часть принтера — изношенные пружины, сорванную резьбу или смещённую раму лучше устранить до продолжения работы.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
