Постобработка смолы для 3D-печати: как получить профессиональную поверхность

Кратко: Следуйте пошаговой инструкции по безопасной очистке, отверждению, шлифовке и полировке смоляных 3D-печатей, чтобы получить прочную, гладкую и эстетичную деталь. Соблюдайте средства защиты и утилизацию отходов.
Введение
Печать смолой (SLA/DLP/LCD) позволяет получать очень детализированные модели, но печать — это только половина работы. Постобработка — ключевой этап: она удаляет незатвердевшую смолу, выравнивает поверхность и завершает отверждение детали. Неправильная обработка может привести к потере детализации, хрупкости, желтизне или остаткам токсичной смолы на поверхности.
В этом материале мы подробно разберём все шаги, оборудование, безопасные практики и варианты решения проблем, а также дадим чек-листы для хобби и профессионального использования.
Что нужно для качественной постобработки смоляной 3D-печати
- Средства индивидуальной защиты: защитные очки, респиратор (или маска с фильтром для паров), нитриловые перчатки и фартук. Определение: нитриловые перчатки — синтетические перчатки, устойчивые к растворителям и смоле.
- Скребок или шпатель для снятия детали с платформы.
- Плоскогубцы, пинцет, X-Acto нож для удаления опор.
- Изопропиловый спирт (ИПА) 90%+ для промывки незатвердевшей смолы.
- Устройство для отверждения (UV-камера) или УФ-лампа / солнечный свет.
- Набор наждачной бумаги различной зернистости (80–4000 grit в зависимости от финиша).
- Полировальные пасты (например, универсальная полировальная паста) и мягкие ткани.
- Контейнеры для промывки, ёмкости для утилизации отработанного ИПА.
- Дополнительно: ультразвуковая ванна для промывки, Anycubic Wash & Cure или аналогичные комбинированные устройства.
Важно: все инструменты, контактирующие со смолой, должны быть помечены и использоваться только для работы со смолой. Утилизация ИПА и промывочной смолы — по местным правилам опасных отходов.
Быстрый обзор процесса
- Снятие с платформы — аккуратно, в перчатках.
- Снятие поддержек — плоскогубцами/ножом.
- Промывка в ИПА — удаление незатвердевшей смолы.
- Отверждение под УФ — полное затвердение.
- Шлифовка и устранение дефектов.
- Полировка и приёмочная проверка.
Подробный пошаговый процесс
1. Аккуратно снимите деталь с платформы
Наденьте перчатки и защитные очки. Используйте шпатель или скребок под небольшим углом: сначала аккуратно пройдитесь по краю детали, чтобы разрыхлить посадку, затем подденьте и медленно снимите. Если деталь большая или тонкая, поддерживайте её другой рукой (в перчатке) во время снятия.
Совет: пластиковый бритвенный скребок менее вероятно повредит платформу и деталь по сравнению с металлическим.
2. Удалите излишки смолы сухой тряпкой или тампоном
Если на детали видны капли свежей смолы, аккуратно промокните их мягкой безворсовой тканью или ватным тампоном. Не трите сильно — тонкие элементы легко повредить. Этот этап сокращает объём работы для последующей промывки в ИПА.
3. Снимите опоры и обрежьте наплывы
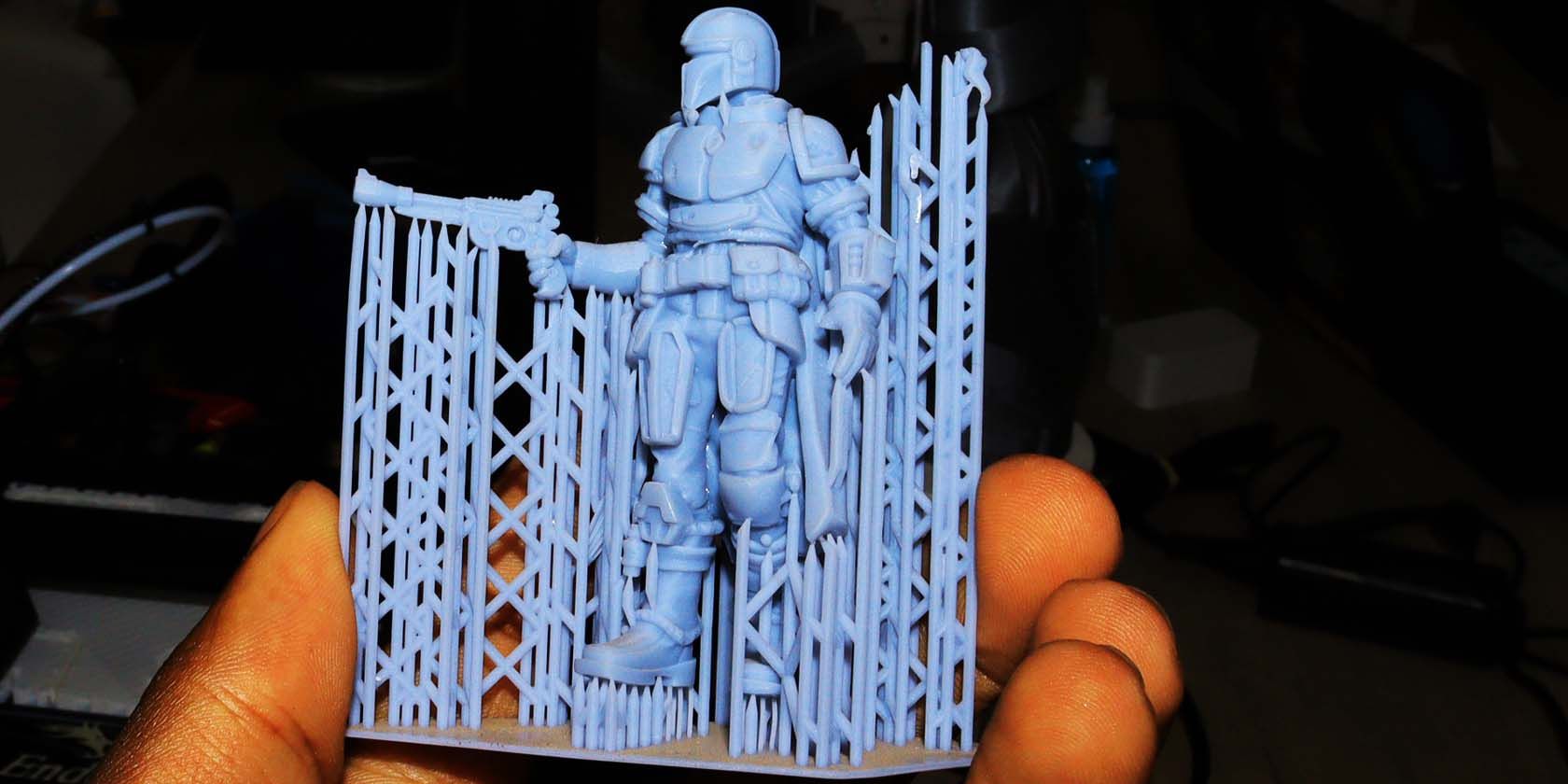
Используйте плоскогубцы или бокорезы, чтобы аккуратно отщипнуть опоры. Работайте под хорошим увеличением, если модель мелкодетализирована. Для тонких участков используйте скальпель или X-Acto нож. Обрезайте по направлению от модели, чтобы не рвать тонкие фрагменты.

Совет: оставьте небольшую фаску у основания опор, затем зашлифуйте её — так вы сохраните контуры модели.
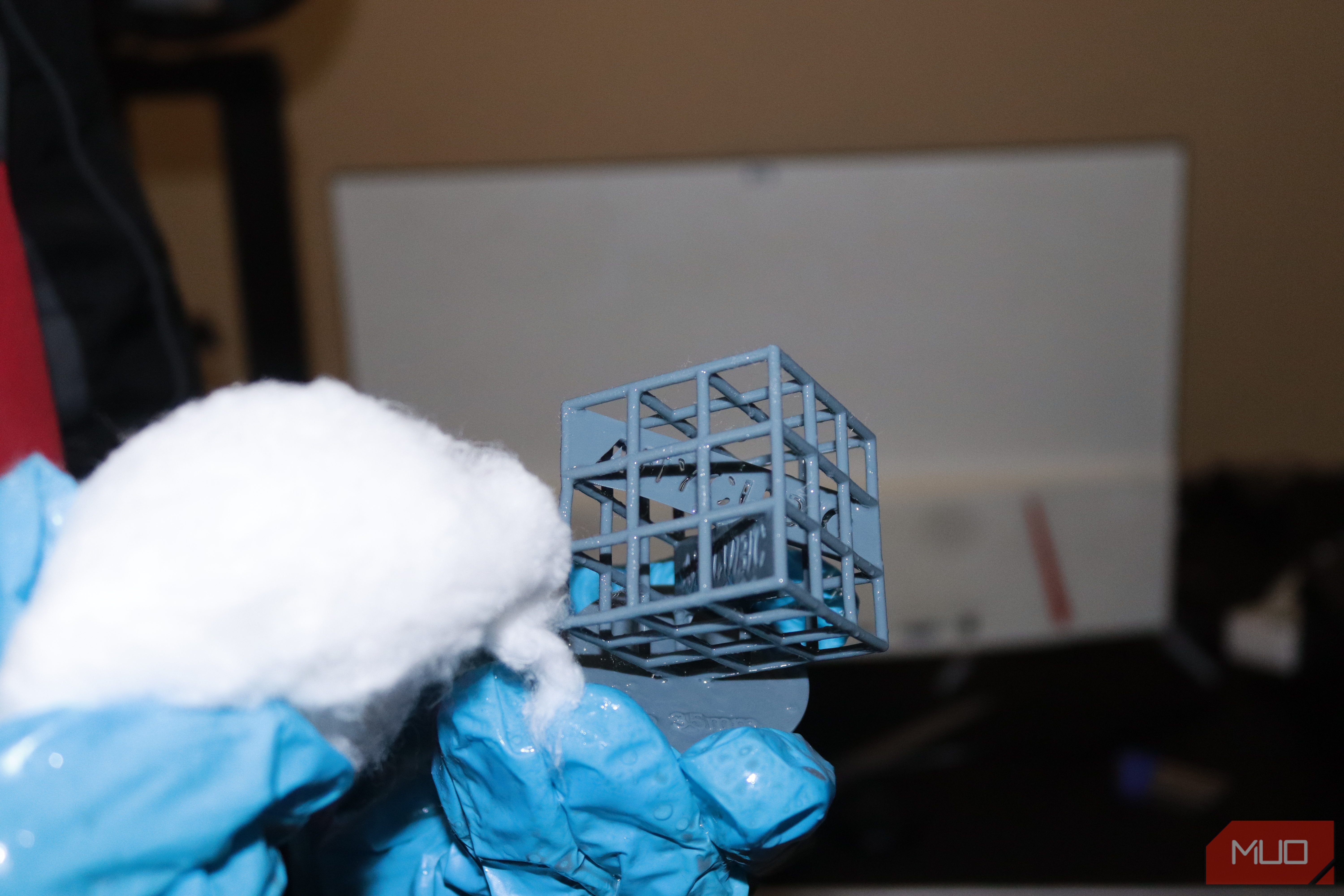
4. Промойте деталь в изопропиловом спирте (ИПА)

Погрузите деталь в ёмкость с ИПА 90% или выше. Для лучшего результата можно использовать две ванны: первая — для грубой очистки, вторая — для ополаскивания. Аккуратно покачивайте контейнер либо используйте ультразвуковую ванну (короткие циклы по 1–2 минуты), чтобы ослабить и удалить незатвердевшую смолу.
Время промывки зависит от размера и сложности модели: от 1 до 5 минут обычно достаточно, но в глубоких полостях и под карманами может потребоваться больше. После промывки промокните модель безворсовой салфеткой и переложите на чистую поверхность для просушки.
Важно: не используйте бензин, ацетон или уайт-спирит без проверки совместимости со смолой — некоторые растворители могут повредить пластик.
5. Отвердите деталь под УФ

Отверждение завершает химическую реакцию полимеризации. Используйте УФ-камеру или лампу: поместите деталь так, чтобы УФ-лучи попадали на все видимые поверхности. Время и мощность зависят от толщины стенок и рекомендаций производителя смолы: ориентировочно 2–10 минут на сторону в камере. Если используете солнечный свет, подождите 15–60 минут, регулярно переворачивая деталь.
Примечание: некоторые смолы дают лучший результат при сочетании тепла и УФ (например, небольшая прогревка на 40–50 °C в камере перед УФ-отверждением). Следуйте инструкции производителя смолы.
6. Шлифовка для выравнивания поверхности

Шлифовку начинайте с грубого зерна, постепенно переходя к более тонкому. Рекомендуемая последовательность для заметных дефектов:
- 80–120 grit — удаление крупных наплывов и переходов от опор.
- 220–400 grit — сглаживание поверхности.
- 600–1000 grit — уменьшение видимости микроповреждений.
- 1500–4000 grit — полировка и подготовка поверхности к глянцу.
Шлифуйте ровными движениями по одному направлению, затем слегка полируйте круговыми движениями при переходе к мелкой зернистости. Для труднодоступных мест используйте шлифовальную губку или обёрнутую вокруг палочки наждачную бумагу.
Таблица ориентиров по зерну и назначению:
| Зернистость | Назначение |
|---|---|
| 80–120 | Удаление крупных дефектов, опор |
| 220–400 | Выравнивание, устранение видимых царапин |
| 600–1000 | Подготовка к полировке |
| 1500–4000 | Финишная шлифовка, подготовка к глянцу |
7. Полировка и финишная отделка

Нанесите полировальную пасту (или тонкий слой автомобильной пасты) и отполируйте мягкой тканью до появления блеска. Для глубокого глянца можно использовать полировальную машинку при низких оборотах и мягкой насадке.
Альтернативы полировке для матового результата:
- Нанесение матового лака (спрей) тонкими слоями.
- Матирование абразивной пастой низкой агрессивности.
Завершающие шаги: грунтовка и покраска по необходимости. Для лучшей адгезии используйте праймер для пластика. Фарба нанесена в несколько тонких слоёв — так меньше шансов смыть детали или потерять резкость рельефа.
Безопасность и утилизация
- Всю работу выполняйте в хорошо проветриваемом помещении или под вытяжкой.
- Смола и использованный ИПА — опасные отходы. Храните их в закрытых ёмкостях и сдавайте согласно местным правилам.
- Нитриловые перчатки защищают от попадания смолы на кожу; при контакте немедленно промойте кожу водой и мылом.
- Не сушите протёртые тряпки рядом с источником огня — ИПА воспламеняем.
Важно: смолы могут вызывать чувствительность кожи и аллергические реакции. При появлении покраснения или зуда прекратите работу и проконсультируйтесь со специалистом.
Когда методы не сработают: типичные проблемы и решения
- Пожелтение поверхности после отверждения — возможно, пережато УФ-излучение или несовместимость смолы и пигмента. Решение: использовать рекомендованный производителем праймер и лак, контролировать время отверждения.
- Белые пятна или матовость после полировки — остались следы ИПА или микрошероховатости; доработайте шлифовку и повторите полировку.
- Крошение тонких элементов — смола не доотвердела или профиль печати не оптимизирован; доведите до полного УФ-отверждения и рассмотрите смену смолы на более прочную.
Альтернативные подходы
- Промывка в Этаноле: работает для некоторых смол, но требует осторожности и проверки совместимости.
- Без ИПА: механическая очистка щёточкой и последующее отверждение — подходит для крупных и нечувствительных моделей.
- Химическое выравнивание поверхности: поверхностный растворитель (только совместимые смолы) для сглаживания — высокорискованный метод, не рекомендуется для новичков.
Методология приёма: как понять, что деталь готова
Критерии приёмки
- Внешний вид: нет видимых следов незатвердевшей смолы, опор и крупных наплывов.
- Прочность: модель выдерживает ожидаемую механическую нагрузку без хрупкости.
- Покрытие: краска/лак держится без шелушения после теста на изгиб.
- Безопасность: запах минимален, отсутствие липкости на поверхности.
Тесты приёмки
- Механическая проверка мелких выступов и тонких стенок.
- Тест на липкость: провести пальцем (в перчатке) по незаметному месту — поверхность не должна липнуть.
- Тест адгезии краски: скотч-тест на маленьком участке.
Чек-листы по ролям
Руководство для хобби-юзера
- Нитриловые перчатки, очки, маска — на месте.
- Шпатель, пинцет, нож — проверено.
- ИПА 90%+ и две ёмкости для промывки.
- Отвердитель УФ-лампа или солнечный свет расписаны по времени.
- Запланировать 30–120 минут на полный процесс для средней модели.
Руководство для профессионала/студии
- Комбинированный аппарат wash&cure или ультразвуковая ванна + UV-камера.
- Запас ИПА и контейнеров для сбора ОДУ (отработанного растворителя).
- Таблица времени отверждения для каждой используемой смолы.
- План утилизации и регламенты по охране труда.
Потоковое решение: как выбрать маршрут постобработки
flowchart TD
A[Начальная проверка детали] --> B{Есть опоры?}
B -- Да --> C[Удалить опоры]
B -- Нет --> D[Перейти к очистке]
C --> D
D --> E{Есть свежая смола на поверхности?}
E -- Да --> F[Промывка в ИПА]
E -- Нет --> G[Сушить/подготавливать к шлифовке]
F --> H[Отверждение UV]
G --> H
H --> I{Требуется глянцевый финиш?}
I -- Да --> J[Шлифовка от 400 к 4000 + полировка]
I -- Нет --> K[Матовый лак или финиш]
J --> L[Покраска/финиш]
K --> L
L --> M[Проверка качества]Частые вопросы
Сколько времени занимает полный цикл постобработки?
Ориентировочно от 30 минут для очень простой мелкой детали до нескольких часов для крупной или сильно детализированной модели (включая шлифовку и покраску).
Можно ли использовать солнечный свет вместо УФ-камеры?
Да, но результаты менее предсказуемы: время зависит от интенсивности солнца, угла падения и погодных условий. Для постоянного качества рекомендуется УФ-камера.
Как утилизировать использованный ИПА?
Собирайте отработанный раствор и сдавайте согласно местным правилам опасных отходов. Не сливайте в канализацию.
Краткое резюме
- Постобработка смоляных печатей — обязательный этап для качества и долговечности деталей.
- Безопасность и правильная утилизация важнее скорости.
- Комбинация промывки в ИПА, полноценного УФ-отверждения и прогрессивной шлифовки даёт оптимальный результат.
FAQ
Q: Можно ли красить сразу после УФ-отверждения? A: Да, но рекомендуется лёгкая шлифовка и праймер для лучшей адгезии краски.
Q: Как избавиться от следов опор на тонких деталях? A: Используйте мелкозернистую шлифовку (600–1500 grit) и пасту для полировки; для матового вида — матовый лак.
Q: Нужно ли прогревать детали перед УФ? A: Некоторые производители смол рекомендуют тёплое отверждение; проверяйте техническую документацию.
Важное. Никогда не выбрасывайте использованную смолу и растворители в обычный мусор. Организуйте временное хранение в герметичной ёмкости и сдавайте в специализированные пункты приёма.
Заметки. Начинайте с простых моделей и тестируйте параметры промывки/отверждения на небольших образцах той же смолы, которую вы используете для основных деталей.
Критерии приёмки
- Внешний вид: отсутствие липкости, видимых остатков смолы и грубых следов опор.
- Механика: деталь не ломается при разумной нагрузке по конструкции.
- Отделка: краска и лак сцепляются без отслоения после теста.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
