Как конвертировать STL в G-code в Cura

Что в этой статье
- Краткое объяснение форматов STL и G-code
- Почему стоит конвертировать STL в G-code
- Подробная пошаговая инструкция для Cura с иллюстрациями
- Рекомендации по настройкам, профили материалов и чек-листы
- Как проверять и отлаживать G-code, распространённые ошибки и их исправления
- Краткий глоссарий и критерии приёмки
Важно: статья подходит для владельцев FDM/FFF принтеров и пользователей, которые работают со стандартными материалами (PLA, PETG, ABS).
Что такое STL и G-code и где они используются
STL — это универсальный формат 3D-моделей для печати. Название происходит от STereoLithography. Файл описывает поверхность объекта треугольниками. Это простая геометрия без сведений о цвете или параметрах печати.
G-code — это набор текстовых команд, которые управляют движениями и нагревом вашего 3D-принтера или станка с ЧПУ. Команды говорят принтеру, куда ехать, с какой скоростью, какую температуру установить и когда включать/выключать экструдер.
Краткое определение: STL — модель, G-code — пошаговая инструкция принтера.
Почему конвертация STL в G-code полезна
- G-code — родной язык большинства 3D-принтеров. Без него принтер не выполнит задачу.
- G-code жестко задаёт траектории и скорость, поэтому интерпретация файла принтером точнее, чем при прямой работе с моделью.
- G-code обычно легче переносить и проверять. Он позволяет прогнозировать время печати и расход материала.
- Конвертация уменьшает риск ошибок, которые появляются при попытке печати «сырых» STL напрямую в некоторых рабочих потоках.
- G-code можно анализировать и симулировать до печати, чтобы найти проблемные места.
Когда конвертация может не потребоваться: если ваше устройство или облачная платформа автоматически принимает STL и сама делает слайсинг. В остальном — лучше экспортировать G-code локально.
Два подхода для генерации G-code
- Слайсеры. Преимущество: быстрые, простые, оптимизированные для 3D-печати. Ограничение: ориентированы на FDM/FFF и простые траектории.
- CAM-программы. Преимущество: мощные для сложной механической обработки и многопроходных стратегий. Ограничение: сложнее, чаще применяются в ЧПУ-обработке.
В большинстве случаев для домашней и промышленной FDM-печати достаточно слайсера. Ниже — инструкция для Cura.
Почему Cura
Cura — открытый и популярный слайсер от Ultimaker. Он бесплатный, поддерживает широкий набор принтеров и имеет удобные профили. Cura легко расширяется плагинами и подходит для новичков и продвинутых пользователей.
Подготовка к работе
- Скачайте и установите Cura с официального сайта Ultimaker.
- Подготовьте STL-файл. Убедитесь, что модель «водонепроницаема» (нет дыр) и имеет корректную масштабность.
- Знайте параметры вашего принтера: диаметр сопла, максимальная скорость, рабочая температура экструдера и стола.
Пошаговая инструкция: конвертация STL в G-code в Cura
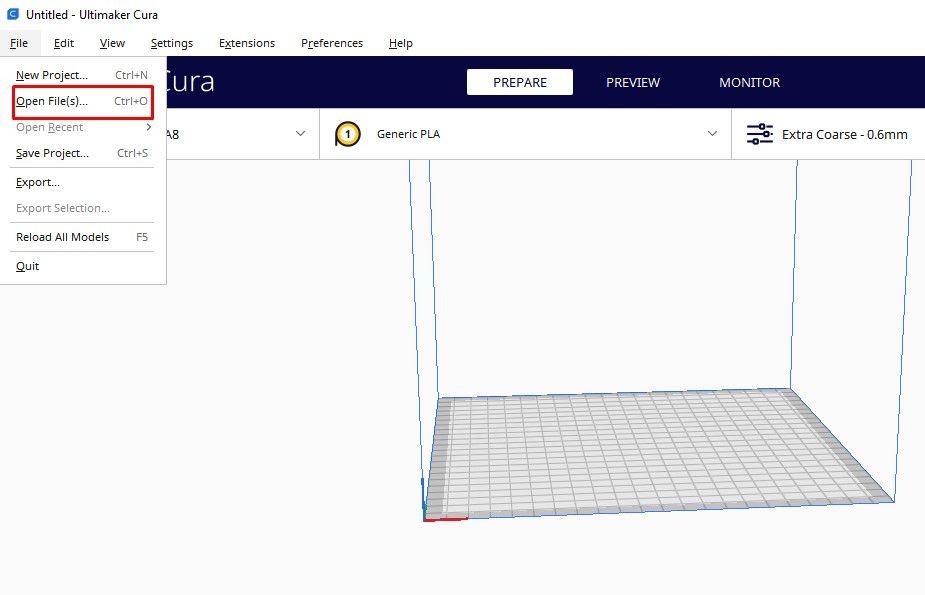
- Откройте Cura и импортируйте STL. Нажмите кнопку “Open File” в левом верхнем углу или перетащите файл в окно. После загрузки модель появится на виртуальной платформе.
Выберите профиль принтера. При первом запуске Cura предложит список преднастроенных принтеров. Если вашего принтера нет в списке, выберите Custom FFF Printer и введите параметры вручную.
Настройте параметры слайсинга. Перейдите в панель настроек. Базовые параметры:
- Высота слоя (Layer height): обычно 0.12–0.20 мм для качественной печати; 0.20–0.28 мм для быстрых черновых изделий.
- Infill (заполнение): 10–40% обычно достаточно; для функциональных деталей — >40%.
- Толщина стенки (Wall thickness): 0.8 мм как базовая рекомендация при сопле 0.4 мм (2 стены).
- Диаметр сопла: укажите фактический диаметр (часто 0.4 мм).
- Температуры экструдера и стола: укажите в соответствии с материалом (PLA 190–210 °C, PETG 230–250 °C, ABS 230–250 °C). (Диапазоны — распространённые значения, уточняйте по материалу производителя.)
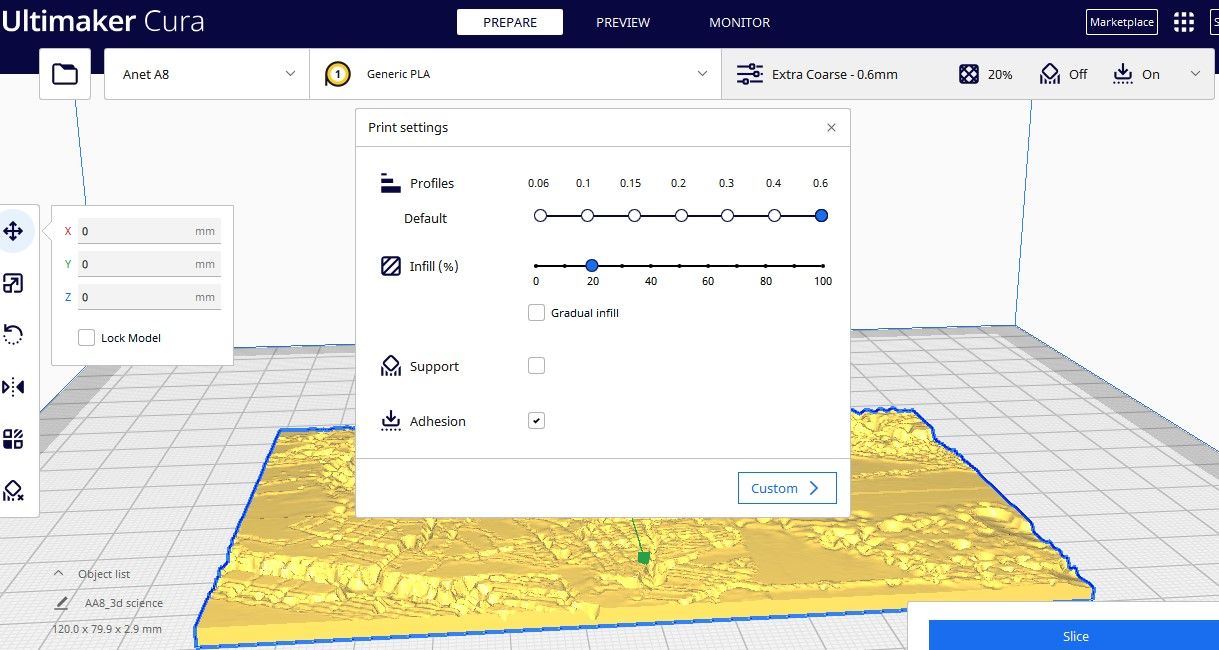
Определитесь с поддержками (Support). Если модель имеет свесы более 45°, включите поддерживающие структуры. Cura позволяет выбирать тип поддержки и плотность.
Нажмите “Slice” в правом верхнем углу. Cura рассчитает траектории и покажет превью слоёв. Используйте режим просмотра слоёв, чтобы убедиться в отсутствии неожиданных внутренних структур.
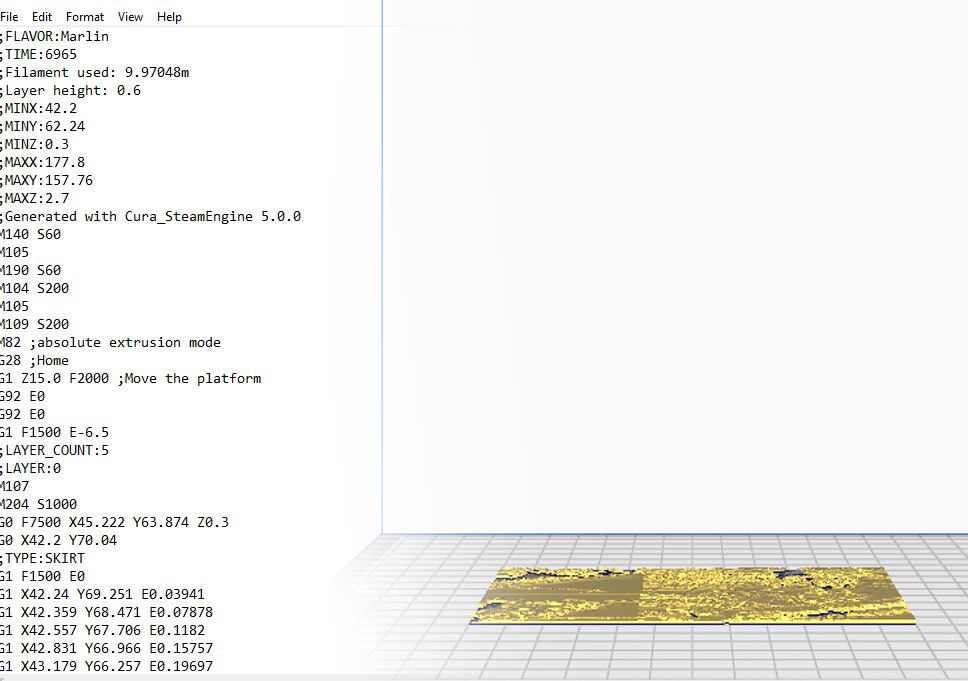
- Сохраните результат как файл .gcode. Cura создаст файл с инструкциями для вашего принтера.
Поздравляем — вы успешно получили G-code из STL.
Что ещё можно настроить — подробности по параметрам
- Скорость печати: для качественной печати 40–60 мм/с. Для черновых — 60–100 мм/с.
- Ретракция (retraction): уменьшает ниткотечение. Часто 4–6 мм для Bowden, 0.5–2 мм для direct drive; скорость ретракции 20–60 мм/с.
- Температурный профиль: понижайте температуру для устранения нитей, повышайте — для лучшей адгезии слоя.
- Первичный слой: уменьшите скорость и увеличьте высоту слоя первого слоя для лучшей адгезии.
Совет: при сомнении используйте преднастроенные профили и постепенно изменяйте один параметр за раз.
Практические шаблоны настроек (для сопла 0.4 мм)
| Сценарий | Высота слоя | Infill | Скорость печати | Темп. экструдера |
|---|---|---|---|---|
| Качество | 0.12 мм | 20% | 40 мм/с | 200 °C (PLA) |
| Баланс | 0.20 мм | 20% | 60 мм/с | 200 °C (PLA) |
| Черновик | 0.28 мм | 10% | 80 мм/с | 200 °C (PLA) |
Фактические значения зависят от принтера и филамента.
Мини‑методология: как выработать стабильный профиль печати
- Начните с рекомендованного профиля производителя филамента.
- Распечатайте калибровочный куб 20×20×20 мм.
- Измерьте размеры, проверьте слои и адгезию.
- Если есть проблемы — меняйте по одному параметру (температура, скорость, ретракция).
- Запишите изменения и результаты. Повторяйте, пока не получите стабильный результат.
Чек-лист перед слайсингом
- Модель без дыр и пересечений.
- Масштаб корректный.
- Правильный профиль принтера выбран.
- Диаметр сопла и филамента указаны.
- Настройки температуры и скорости соответствуют материалу.
- Поддержки и адгезия платформы настроены.
Как проверять G-code и типичные проблемы
Перед отправкой на принтер всегда просматривайте G-code:
- Используйте превью слайсера для проверки траекторий и поддержек.
- Запустите симуляцию печати (режим Layer view) и убедитесь, что нет неожиданных перемещений.
- Проверьте первые несколько слоёв — они критичны для успеха печати.
Типичные ошибки и причины:
- Плохая адгезия первого слоя — стол не выровнен или температура/скорость неправильны.
- Нити и подтёки — ретракция недостаточна или температура слишком высокая.
- Пробуксовка экструдера — забит экструдер или неправильная подача филамента.
- Разрывы стенок — слишком низкая скорость печати или недостаточная толщина стенки.
Решения:
- Перекалибруйте уровень стола.
- Уменьшите температуру на 5–10 °C при нитях.
- Увеличьте давление ретракции или скорость ретракции при подтёках.
- Увеличьте количество стенок или толщина стенки при структурной слабости.
Роль‑специфические чек-листы
Хоббист:
- Выберите профиль “Balanced” или “Quality”.
- Напечатайте крошечный тест перед важной моделью.
- Всегда сохраняйте .gcode и резервную копию .stl.
Инженер/интегратор:
- Используйте замеры геометрии после печати.
- Привяжите профиль к конкретной партии филамента.
- Включите логирование времени и расхода материалов.
Мастер производства:
- Автоматизируйте прогоны с разными параметрами.
- Введите SLP/SLM проверку качества для каждой партии.
- Поддерживайте библиотеку проверенных профилей.
Модель принятия решений при выборе слайсера или CAM
flowchart TD
A[Есть STL] --> B{Нужен ли сложный инструментальный путь?}
B -- Да --> C[Использовать CAM]
B -- Нет --> D[Использовать слайсер 'Cura']
D --> E{FDM/FFF или другой тип печати?}
E -- FDM/FFF --> F[Настроить профиль, Slice, сохранить G-code]
E -- Другой --> CМатрица рисков и меры снижения
| Риск | Влияние | Мера снижения |
|---|---|---|
| Плохая адгезия | Высокое | Калибровка стола, первый слой slower & hotter |
| Ожог/перегрев | Среднее | Контроль температур, вентиляция |
| Слом детали в процессе | Среднее | Увеличение infill/стенок, усиленные слои |
| Сбой печати из-за G-code | Высокое | Предварительная симуляция и проверка G-code |
Важно: всегда будьте готовы прервать печать и извлечь SD-карту/файл, если поведение принтера кажется опасным.
Совместимость, миграция и плагины для Cura
- Cura поддерживает большинство FDM-принтеров. Для нестандартных машин используйте Custom FFF.
- Для особых задач доступны плагины: ремапинг температур, расширенная поддержка, скрипты предварительной и пост-обработки G-code.
- При миграции профилей между версиями Cura сохраняйте JSON-файлы профилей.
Тесты и критерии приёмки
Критерии приёмки для печати детали:
- Геометрия соответствует чертежу в пределах допустимых отклонений.
- Слои сцеплены без видимых расслоений.
- Функциональные элементы (резьбы, посадочные места) работают без постобработки.
Тестовые случаи:
- Калибровочный куб: полные стенки, без выступов.
- Турбо‑платформа: проверка адгезии по краям.
- Тест на нитки: модель с мостами и свесами.
Краткий глоссарий
- STL: формат 3D-модели, описанный треугольниками.
- G-code: набор команд для управления принтером.
- Infill: внутреннее заполнение детали.
- Retraction: втягивание филамента для предотвращения нитей.
Частые ошибки новичков и когда конвертация не помогает
- Попытка печати без калибровки стола. Конвертация не исправит механические неточности.
- Использование неподходящего профиля для материала. G-code будет неверным для условий печати.
- Ожидание, что G-code универсален для всех принтеров. G-code зависит от механики и прошивки принтера.
Проверка G-code перед печатью — дополнительные инструменты
- Онлайн-симуляторы G-code и программы просмотра (например, Repetier‑Host, PrusaSlicer preview, OctoPrint).
- Статические анализаторы G-code для поиска резких ускорений или перегрева.
- Логи принтера — мониторинг температур и ошибок при первых слоях.
Заключение
Преобразование STL в G-code в Cura — стандартный и управляемый процесс. Он даёт точные инструкции принтеру и позволяет контролировать качество печати. Начните с преднастроенных профилей, тестируйте сменой одного параметра и документируйте результаты. Всегда просматривайте G-code, симулируйте слои и проверяйте первый слой при печати.
Важно: перед печатью на критичных деталях выполните тестовые прогоны и внесите корректировки по результатам.
Краткие выводы ниже.
Summary
- Импортируйте STL в Cura, настройте профиль принтера и параметры слайсинга.
- Нажмите “Slice” и сохраните .gcode.
- Просмотрите траектории и слои, выполните тесты и калибровку перед основной печатью.
Похожие материалы

Несколько аккаунтов Skype: Multi Skype Launcher

Журнал для работы: повысить продуктивность

Персональные звуки уведомлений на Android

Скачивание шоу Hulu для офлайн‑просмотра

Microsoft Start: персонализированная новостная лента
