Установка Anycubic Kobra Neo — пошаговая инструкция по сборке и первой печати
Anycubic предоставила принтер, использованный для демонстрации. Компания не оплачивала и не влияла на содержание этой статьи.
Подготовка рабочего места и инструменты
Прежде чем начинать, выделите ровную твердую поверхность с достаточным освещением и вентиляцией. Подготовьте следующие инструменты (часто входят в комплект):
- Отвертка крестообразная и/или шестигранники
- Рожковой ключ или гаечный ключ для винтов основания
- Небольшие пассатижи
- Линейка или рулетка
- Скотч или магнитная пластина для удержания мелких винтов
Важно: отключайте питание перед подключением или отключением разъёмов. Работайте аккуратно, чтобы не повредить кабели и штекеры.
Важно: Проверяйте комплектность сразу после распаковки. Поменять неисправные или недостающие детали проще до начала сборки.
Комплект поставки — что должно быть в коробке
Содержимое коробки обычно включает (проверьте со списком в коробке):
- Рама (frame)
- Комплект упора на оси X (X-axis limit switch kit)
- Основание принтера (printer base)
- Печатающая головка (print head)
- Держатель филамента (filament holder)
- Модуль экрана (screen kit)
- Карта памяти и картридер (memory card, card reader)
- Запасное сопло (spare nozzle)
- Набор винтов и инструментов (screws, tool kit)
- Небольшой рулон филамента (sample filament)
Проведите визуальный осмотр упаковки и снимите все части, укладывая их рядом для удобства сборки.
Шаг 1: Распаковка и проверка деталей
Откройте коробку аккуратно и извлеките комплектующие. Проверьте наличие всех позиций из списка. Если что‑то отсутствует или повреждено, свяжитесь с поддержкой Anycubic до продолжения сборки.
Шаг 2: Закрутите винты основания
Чтобы принтер был устойчив, затяните винты на основании. Используйте отвертку или гаечный ключ.
Проверяйте равномерность затяжки. Слишком свободные винты приведут к вибрациям и дефектам печати. Слишком сильная затяжка может деформировать металлоконструкцию.
Шаг 3: Установка рамы
Ослабьте винты по бокам посадочных мест в основании. Вставьте вертикальную раму, выровняйте профиль оси Z с пазом основания и закрепите винтами. Затяните винты равномерно, чтобы рама стояла перпендикулярно основанию.
Совет: используйте угольник или просто визуальную проверку, чтобы убедиться в вертикальности рамы.
Шаг 4: Установка концевого выключателя оси X
Ослабьте винты на кронштейне оси X — не вынимайте их полностью, достаточно создать люфт.
Установите модуль концевого выключателя на левый кронштейн оси X и закрепите винтами. Не перетягивайте — пластиковые детали можно повредить. После установки убедитесь, что выключатель срабатывает при перемещении каретки в крайнее положение.
Шаг 5: Установка печатающей головки
Разместите головку на рельсе оси X в правильной ориентации.
Прикрутите четырьмя винтами. Убедитесь, что кабели не пережаты и не зажаты между деталями.
Шаг 6: Установка LCD‑тачскрина
Закрепите дисплей на передней части основания при помощи винтов из комплекта. Подключите кабель экрана к соответствующему разъёму на плате и плотно прижмите коннектор. Неплотное соединение может приводить к прерывистой работе экрана.
Шаг 7: Закрепление жгута проводов печатающей головки
Используйте один винт M4 и R‑образный хомут для фиксации жгута в кронштейне, как показано ниже.
Длина от хомута до разъёмов головки должна быть около 26 см (≈10,25 дюйма). Измерьте рулеткой.
Если жгут короче, при движении головки возможны натяжения и преждевременный износ проводов.
Шаг 8: Подключение проводов
Подключите следующие разъёмы к соответствующим позициям на плате:
- X motor
- X-axis limit switch
- Y-axis limit switch
- Y motor
- Z motor
- Z-axis limit switch
Провода промаркированы; сопоставьте надписи и разъёмы. Вставляйте разъёмы ровно, без излишнего усилия.
Совет: фотографируйте подключения на каждом шаге — это облегчит отладку в случае вопросов.
Шаг 9: Проверка перед включением
Проверьте следующие пункты:
- Нет ли люфтов в осях (проверьте y‑ось и каретку X вручную)
- Плавность вращения колес Z и их натяжение
- Натяжение ремней (при необходимости подтяните)
- Крепление всех винтов и разъёмов
Если оси «вздрагивают» или ощущаются заедания, найдите причину прежде чем включать питание.
Шаг 10: Подключение к сети и старт питания
Подключите сетевой кабель к принтеру и розетке. Перед включением проверьте переключатель напряжения внутри блока питания — он должен соответствовать вашей сети (~115 В или ~230 В).
В большинстве случаев заводская настройка — 230 В. После установки правильного напряжения включите принтер и дождитесь появления интерфейса на экране.
Примечание: Если вы не уверены в сети, используйте внешний адаптер/ИБП и проверьте напряжение мультиметром.
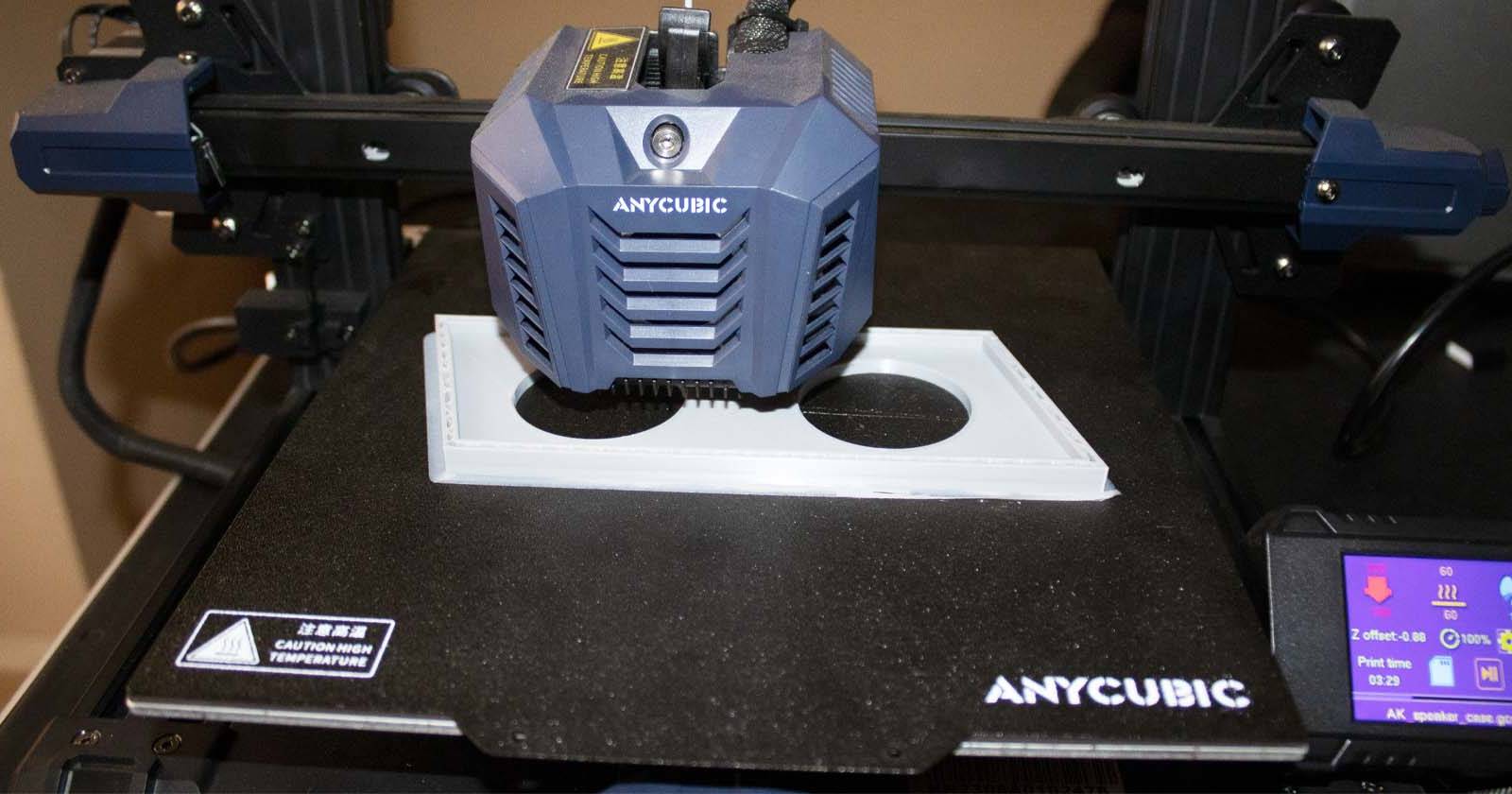
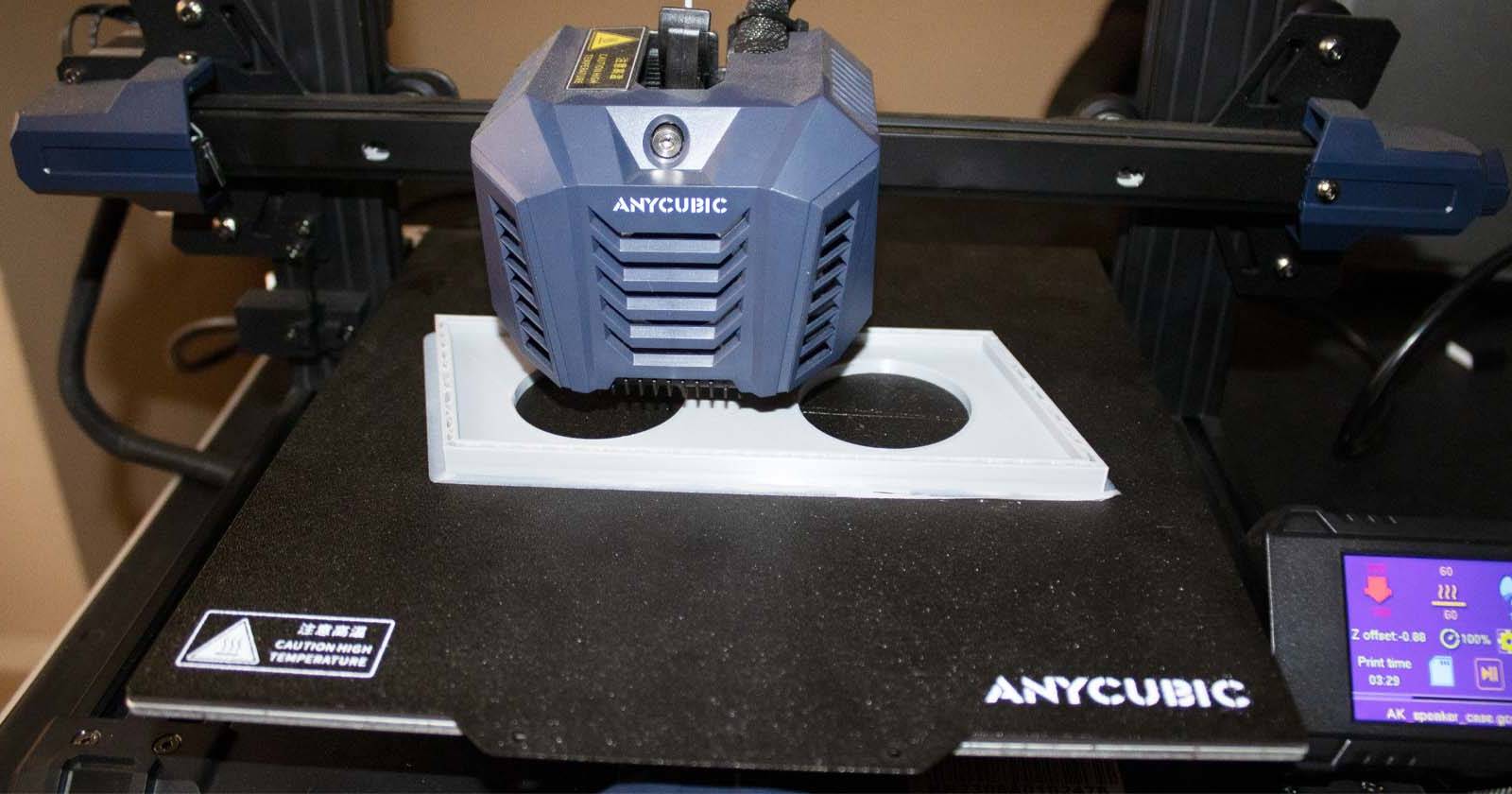
Первый запуск: калибровка и тестовая печать
После включения выполните базовые проверки:
- Выполните «Home» через меню — головка должна корректно вернуться в нулевую позицию.
- Проверьте работу концевых выключателей — головка должна останавливать движение при срабатывании.
- Убедитесь в прочности креплений и отсутствии зажимов кабелей.
- Нагрейте хотенд и стол до стартовых температур для PLA (примерно 190–210 °C для сопла и 50–70 °C для стола) — это типичные начальные значения, уточняйте для конкретного филамента.
- Загрузите филамент и протестируйте выдачу — при нагреве материал должен плавно выходить из сопла.
Совет по первой печати: начните с калибровочного куба 20×20 мм или тестового цикла «benchy» после выравнивания стола.
Критерии приёмки — что должно быть в порядке после сборки
- Принтер устойчив на столе, без перекосов
- Оси X/Y/Z двигаются плавно, без заеданий
- Все разъёмы подключены и зафиксированы
- Экран включается и откликается на тач
- Концевые выключатели работают корректно
- Жгут проводов оставляет запас хода ~26 см у печатающей головки
- При тестовой печати первый слой ложится ровно и равномерно
Типичные проблемы и способы их устранения
- Печатающая головка не греется: проверьте предохранители, разъёмы питания и отображение температуры.
- Экструдер кликает, материал не подаётся: проверьте натяжение филамента, целостность тефлоновой трубки и нагрев сопла.
- Плохая адгезия первого слоя: очистите поверхность, используйте клей‑стик или скотч, увеличьте температуру стола.
- Шум и вибрации: проверьте затяжку винтов основания и резиновые ножки.
- Ось не хомирует: проверьте подключение концевого выключателя и его механическое положение.
Если проблема сохраняется, сделайте фото/видео и свяжитесь с поддержкой, приложив информацию о шаге, на котором возникла ошибка.
Рекомендации по настройке слайсера (стартовые параметры)
Начальные параметры для PLA (ориентировочно):
- Температура сопла: 190–210 °C
- Температура стола: 50–70 °C
- Высота слоя: 0.12–0.24 мм
- Скорость печати: 30–60 мм/с (для первой печати лучше медленнее)
- Ретракция: 3–6 мм и скорость 20–60 мм/с (зависит от типа экструдера)
Эти настройки — отправная точка. Настройте по результатам тестовой печати.
План обслуживания и проверки (SOP)
- Перед каждой печатью: визуальный осмотр, проверка натяжения ремней и чистота стола.
- Еженедельно: смазка направляющих, проверка винтов и натяжения ремней.
- Ежемесячно: проверка контактов, осмотр проводки и состояния сопла.
- При каждых 50–100 часах печати: чистка сопла или замена в зависимости от типа филамента.
Мини‑методика тестовой печати (шаги)
- Подготовьте файл тест‑печати (куб 20 мм, калибровочная плита или Benchy).
- Нагрейте сопло и стол до рекомендованных температур для используемого филамента.
- Загрузите филамент и вытесните небольшой поток, убедитесь в стабильной подаче.
- Начните печать со сниженной скорости для контроля первого слоя.
- Оцените первый слой: он должен быть ровным, без разрывов и пропусков.
- Корректируйте Z‑offset и температуру по результатам.
Контроль качества — тест‑кейсы для приёмки
- Первый слой ложится гладко без пропусков.
- Размеры 20‑мм куба находятся в пределах ожидаемой точности (визуальная проверка и измерение штангенциркулем).
- Отсутствие нитей и подтеков после окончания печати.
- Повторяемость: два одинаковых куска печатаются с похожими результатами.
Роли и чек‑листы
Чек‑лист для начинающего:
- Подготовить инструменты
- Проверить комплектность
- Установить раму и головку
- Подключить провода и экран
- Выполнить проверку хода осей
- Подключить питание и проверить экран
- Выполнить первую тест‑печать
Чек‑лист для опытного мастера:
- Проверить вертикальность рамы угольником
- Настроить натяжение ремней под заданную скорость
- Проверить электрические соединения мультиметром
- Выполнить калибровку E‑steps экструдера (если необходимо)
Короткий глоссарий (1 строка)
- Z‑offset — вертикальное смещение сопла относительно стола для правильного первого слоя.
- Ретракция — втягивание филамента назад для уменьшения подтеков.
- Benchy — стандартная тест‑модель для оценки качества печати.
Советы по безопасности
- Не прикасайтесь к нагретому соплу и столу.
- Работайте в проветриваемом помещении при печати материалами, которые выделяют пары.
- Отключайте питание при обслуживании электроники.
Часто встречующиеся апгрейды и альтернативы
- Замена стекла стола на мягкую магнитную систему для удобства съёма изделий.
- Установка фильтра вентиляции (HEPA/угольный) в помещении для печати.
- Использование разных платформ (PEI, BuildTak) для улучшения адгезии.
Когда апгрейды не нужны: если принтер удовлетворяет вашим требованиям по качеству и скорости, первые месяцы можно спокойно работать на стоковой конфигурации.
Итог и дальнейшие шаги
После сборки и успешной тестовой печати уделите время изучению слайсера и калибровке под ваш тип филамента. Проводите периодические проверки механики и электроники, ведите заметки о настройках для каждого материала — это сократит время на отладку в будущем.
Краткое резюме: сборка Anycubic Kobra Neo проста при внимательном выполнении шагов: распаковка, фиксация основания и рамы, установка концевых выключателей и головки, подключение проводки, проверка ходов, установка напряжения и тест‑печать. При проблемах используйте чек‑листы и раздел «Типичные проблемы». Удачных печатей!
Похожие материалы

Как сделать призраков в Photoshop и GIMP

Сохранить YouTube Shorts в плейлист
Удаление объектов в Photoshop — Delete and Fill Selection
Автоматически сохранять копии файлов в Windows

Nest.js JWT + MongoDB: руководство по аутентификации
